По способу установки измерительных элементов на станке приборы К. а. разделяются на приборы с навесной скобой (см. рис. 2 ), которые обычно устанавливаются на деталь и снимаются с неё оператором, и с настольной скобой (см. рис. 1 ), которые устанавливаются на детали и снимаются с неё автоматически. По принципу действия приборы К. а. могут быть механические (например, с использованием индикатора часового типа), пневматические, индуктивными и ёмкостными. В СССР наиболее распространены пневматические приборы. Настройку приборов производят по образцовой детали.
Особую группу приборов К. а. составляют приборы для сопряжённого шлифования (рис. 3 ), с помощью которых можно измерять вал в процессе его обработки и выключать станок, когда вал достигнет размера, обеспечивающего требуемый зазор или натяг с заранее обработанным отверстием (например, обработка шпинделя по отверстию в передней бабке станка). К. а. осуществляют главным образом в массовом и крупносерийном производстве. Иногда целесообразно применять К. а. при обработке небольших партий деталей (до 10 штук).
Применение К. а. позволяет повысить производительность труда, улучшить качество обработки, вести одновременное обслуживание нескольких станков, получать высокую точность деталей, использовать на этих работах операторов относительно невысокой квалификации.
Перспективным является создание приборов К. а., работающих без настройки по образцовым деталям, с автоматической подналадкой уровня настройки, устанавливающих оптимальный режим производственного процесса, и расширение области применения К. а. на всех видах обрабатывающих станков.
Лит.: Кондашевский В. В., Автоматический контроль размеров деталей в процессе обработки, М., 1951; Волосов С. С., Основа точности активного контроля размеров, 2 изд., М., 1969; Активный контроль в машиностроении, под ред. Е И. Педь, М., 1971.
Н. М. Марков.
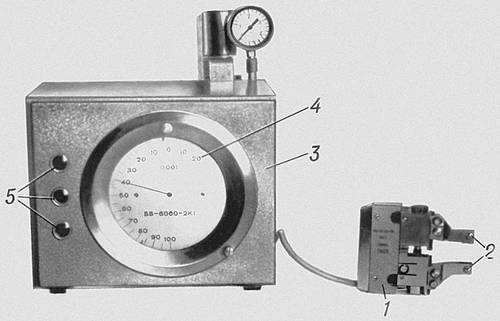
Рис. 2. Показывающий прибор активного контроля с навесной скобой: 1, 3 — регулируемые контакты; 2 — контролируемая деталь; 4 — указатель; 5 — шкала для предварительной настройки на размер; 6 — индикатор; 7 — кронштейн; 8 — ограничитель.
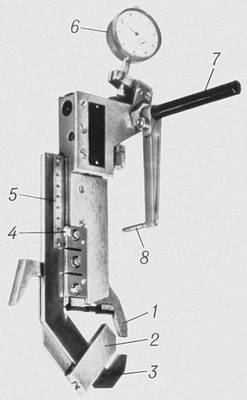
Рис. 1. Командный прибор активного контроля с настольной скобой: 1 — скоба; 2 — измерительные наконечники; 3 — отсчётно-командное устройство; 4 — шкала отсчётного устройства; 5 — сигнальные лампы указания режимов работы.
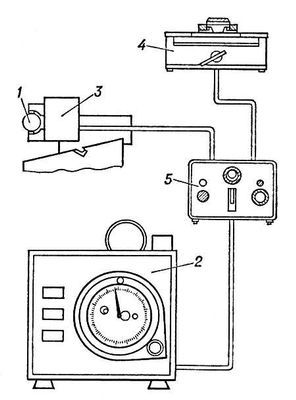
Рис. 3. Схема прибора активного контроля для сопряженного шлифования: 1 — обрабатываемая деталь; 2 — отсчётно-командное устройство; 3 — скоба для измерения диаметра вала в процессе обработки; 4 — измерительное устройство для определения диаметра отверстия, под которое обрабатывается вал; 5 — переключатель для подключения в отсчётно-командное устройство скобы (3) и измерительного устройства или совместного их включения.
Контроль государственный
Контро'ль госуда'рственный, см. Государственный контроль .
Контроль качества продукции
Контро'ль ка'чества проду'кции, см. в ст. Качество продукции .
Контроль народный
Контро'ль наро'дный, в СССР система контроля, возглавляемая Комитетом народного контроля СССР. К. н. осуществляется за работой аппарата советского государственного управления и его должностных лиц, должностных лиц колхозов и иных кооперативных и общественных организаций в форме систематической проверки хода выполнения государственных планов, правильности и экономности расходования трудовых, материальных ресурсов и денежных средств, совершенствования и удешевления аппарата управления, обеспечения соблюдения государственной дисциплины и законности.
В соответствии с Программой КПСС 1961 К. н. построен на сочетании государственного контроля с общественной инспекцией на местах, т. е. в деятельности его органов переплетаются государственные и общественные начала; наряду со штатным аппаратом создаются нештатные отделы по отраслям хозяйства, науки и культуры, постоянные и временные комиссии, в которых работают общественники; меры общественного воздействия (предупреждение, обсуждение материалов о проступках на собраниях коллективов трудящихся, общественных организаций) сочетаются с мерами государственного воздействия на нарушителей государственной дисциплины (наложение денежного начёта, отстранение от должности и др.).
Комитеты К. н. создаются в союзных и автономных республиках, краях и областях, в автономных областях организуются также окружные, городские и районные комитеты, группы и посты народного контроля при сельских и поселковых Советах депутатов трудящихся, на предприятиях, в колхозах, учреждениях и воинских частях. По способам образования, составу, формам и методам деятельности К. н. глубоко демократичен: например, члены групп и постов избираются на собраниях коллективов трудящихся, местные комитеты К. н. образуются на сессиях соответствующих Советов депутатов трудящихся. В органы К. н. избираются рабочие, колхозники, служащие, пенсионеры, домашние хозяйки; коммунисты и беспартийные; представители общественных организаций — партийных, профсоюзных, комсомольских и др. Положение об органах народного контроля в СССР утверждено Советом Министров СССР в декабре 1968 (СП СССР, 1969, № 1, ст. 2).
Е. В. Шорина.
Контроль обегающий
Контро'ль обега'ющий, вид контроля автоматического , при котором одно измерительное устройство поочерёдно подключается к датчикам каждой из контролируемых величин. При К. о. входной переключатель (обычно с программным управлением) последовательно соединяет датчики с общим узлом контроля, который сравнивает полученные значения параметра с заданными с целью обнаружения отклонений (часто как верхнего, так и нижнего значений), производит цифровые преобразования приходящих сигналов и обработку поступающей информации. Во многих случаях при К. о. отклонения в верхних и нижних зонах дополнительно подразделяют на нежелательные и недопустимые. Число точек контроля достигает нескольких тысяч; скорость обегания определяется динамическими характеристиками контролируемого процесса, техническими возможностями входного переключателя и системы обработки данных. Сигналы (результаты) К. о. могут направляться на общий выходной узел (с индикацией номера контролируемого параметра) или к индивидуальным выходным узлам через переключатель, работающий синфазно с входным переключателем. К. о. применяется при комплексной автоматизации технологических процессов, в системах телеизмерения и т. п.
Контроль ЦВМ
Контро'ль ЦВМ, обнаружение ошибок в работе вычислительной машины и определение неисправных элементов и устройств. Относительно процесса решения задачи различают предварительный и текущий К. ЦВМ; по способу осуществления различают два основных вида К. ЦВМ программный и аппаратный.
Программный К. ЦВМ заключается в том, что работа каждого из узлов машины подвергается проверке с помощью испытательных программ: контрольных — для обнаружения факта неисправности, диагностический — для нахождения места неисправности. Диагностические программы подаются на входы проверяемого устройства, а получаемые при этом выходные сигналы проверяются по заранее подготовленным таблицам исправных и неисправных состояний схем. Программный К. ЦВМ улучшает эксплуатационные характеристики машины без введения дополнительного оборудования; его главный недостаток — уменьшение эффективного быстродействия ЦВМ.
Аппаратный К. ЦВМ обычно применяется как текущий. Большая часть его методов основана на введении избыточности в кодирование информации. При этом может использоваться как естественная избыточность применяемых кодов, так и искусственная избыточность добавлением отдельных проверочных символов или групп символов. Наиболее распространённым является К. ЦВМ по модулю простого числа. Для этого обрабатываемая информация снабжается дополнительным признаком, получаемым либо как остаток от деления передаваемого числа на принятый модуль (простое число), либо как остаток от деления суммы цифр в передаваемом числе на модуль. При приёме информации контрольные разряды формируются снова и сравниваются с передаваемыми, что позволяет обнаруживать ошибки. Для исправления ошибок в процессе работы используют корректирующие коды . Некоторые из устройств ЦВМ не поддаются аппаратному контролю, например перфораторы, печатающие устройства, световые табло, источники питания. Их работу проверяют др. методами, например контролем «по циклу» (выполнение наряду с прямыми также и обратных действий с последующим сравнением полученных данных с исходными).