Н. Ю. Бирюкова, Л. М. Левин.
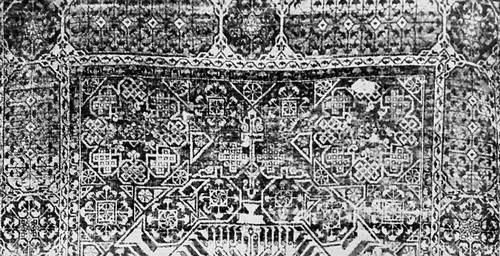
Ковёр с геометрическим узором (фрагмент). Египет. Шерсть. Около 1500. Музей ислама. Берлин.
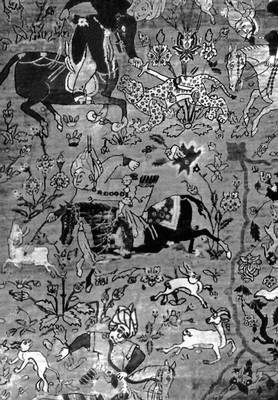
Большой «охотничий» ковёр (фрагмент). Кашан (Иран). Шёлк, металлические нити. Середина 16 в. Австрийский музей прикладного искусства. Вена.
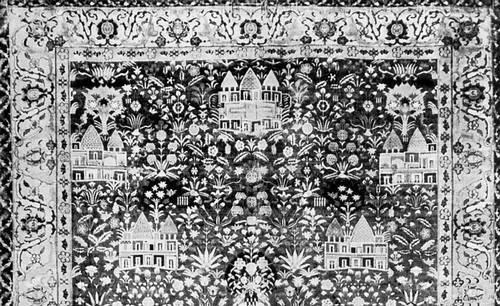
Ковёр с изображением павильонов (фрагмент). Индия. Шёлк. 18 в. Эрмитаж. Ленинград.
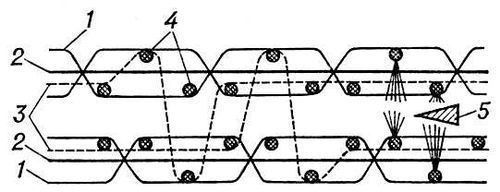
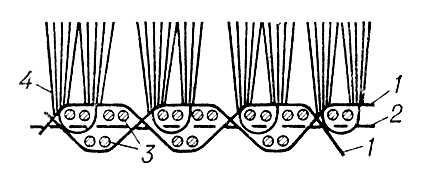
Рис. 3. Структура двухполотенных ковров: 1 — коренная основа; 2 — настилочная основа; 3 — ворсовая основа; 4 — нити утка; 5 — нож.
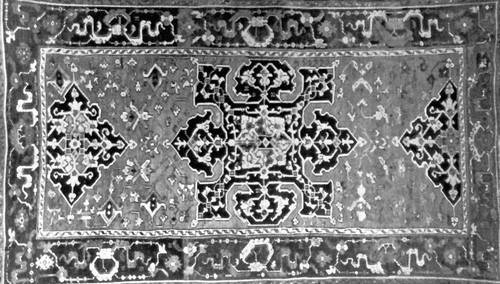
Ковёр типа «ушак». Западная Анатолия (Турция). Шерсть. 17 в.
Рис. 2. Структура безворсовых ручных ковров: 1 — палас; 2 — килим; 3 — шпалера; 4 — сумах.
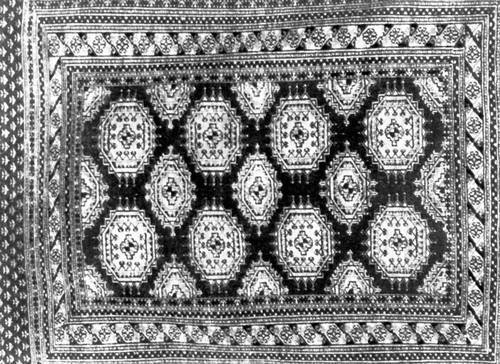
Салорский ковёр. Шерсть. 19 в. Музей изобразительных искусств Туркменской ССР. Ашхабад.
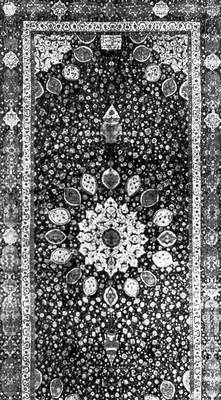
Ковёр из гробницы шейха Сефи в Ардебиле (Иран). Шерсть, шёлк. 1539—40.Музей Виктории и Альберта. Лондон.
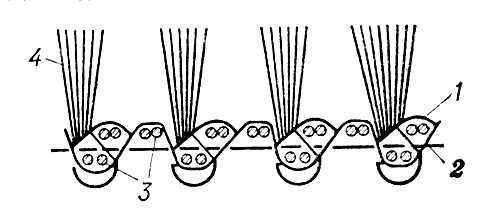
Рис. 5. Структура жаккардовых ковров: 1 — коренная основа; 2 — настилочная основа; 3 — уток; 4 — пучки ворсовой основы.
Рис. 4. Структура трубчатых ковров: 1 — коренная основа; 2 — настилочная основа; 3 — уток; 4 — пучки ворсовой основы.
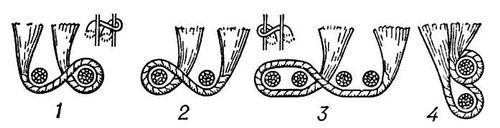
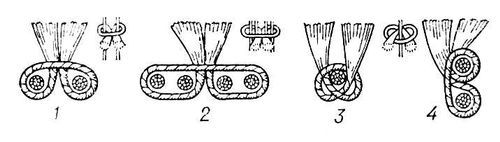
Рис. 1. Схемы вязки двойного узла: 1 — за две нити основы; 2 — за четыре нити основы; 3 — за одну нить основы; 4 — за две нити основы вертикально.
Коверкот
Коверко'т (от англ. covertcoat), шерстяная или полушерстяная ткань высокой плотности, вырабатываемая обычно саржевым или несложным диагоналевым переплетением. Для К. применяют однотонный уток и основу, скрученную из двух нитей разного тона. Каждая нить может состоять из двух шерстяных нитей гребенного прядения или из одной шерстяной и одной хлопчатобумажной. На поверхности К. образуется характерный мелкий пестрый рисунок. К. изготовляют различных расцветок с преобладанием серо-зелёного, бежево-коричневого и голубовато-стального тонов. Используется для пальто и костюмов. Вырабатывается также хлопчатобумажный К. (имитация К. шерстяного), применяемый главным образом для плащей.
Ковернино
Ковернино', посёлок городского типа, центр Ковернинского района Горьковской области РСФСР. Расположен на р. Узола (приток Волги), в 61 км к С.-З. от железнодорожной станции Семенов (на линии Горький — Котельнич). Льнозавод, маслозавод, леспромхоз.
«Ковёрный»
«Ковёрный», ковёрный клоун, цирковой артист-комик. Выступает в паузах между номерами программы (когда расстилают или убирают ковёр). «К.» появился в 70-х гг. 19 в. Первоначально это был униформист (рабочий манежа, одетый в специальную форму), всё делающий невпопад, иногда — неловкий наездник. В Германии он назывался Август, в России — Рыжий клоун (т.к. носил рыжий парик).
Ковжа
Ко'вжа, река на С.-З. Вологодской области РСФСР. Берёт начало из озера Ковжское, впадает в озеро Белое. Длина 86 км, площадь бассейна 5000 км2 . Входит в систему Волго-Балтийского водного пути им. В. И. Ленина.
Ковжское озеро
Ко'вжское о'зеро, Ковжа, озеро на С.-З. Вологодской области РСФСР. Площадь 65 км2 , длина 18 км, ширина 4 км. Береговая линия извилиста. Западная часть озера, из которой вытекает р. Ковжа, имеет собственное название — озеро Лозовское. По озеру — сплав леса.
Ковильян
Ковилья'н (Covilha), город в Португалии, в южных отрогах Серра-да-Эштрела, в области Бейра-Байша, в округе Каштелу-Бранку. 23 тыс. жителей (1960). Обработка шерсти. Ежегодные ярмарки. Центр туризма и зимних видов спорта в горах и долине р. Зезири.
Ковка
Ко'вка, один из способов обработки металлов давлением , при котором инструмент оказывает многократное прерывистое воздействие на заготовку, в результате чего она, деформируясь, постепенно приобретает заданную форму и размеры (см. Кузнечно-штамповочное производство ).
С древности К. (меди, самородного железа) служила одним из основных способов обработки металла (холодная, а затем и горячая К. в Иране, Месопотамии, Египте в 4—3 тысячелетии до н. э.; холодная К. у индейцев Северной и Южной Америки до 16 в. н. э.). Древние металлурги Европы, Азии и Африки ковали сыродутное железо, медь, серебро и золото; кузнецы пользовались особым почётом у народов древности, а их искусство окружалось легендами. В средние века, в том числе в России кузнечное дело достигло высокого уровня; вручную отковывались ручное и огнестрельное оружие, инструменты, детали сельскохозяйственных орудий, дверей и сундуков, решетки, светильники, замки, часы и другие изделия всевозможных форм и размеров, часто с тончайшими деталями; кованые изделия украшались насечкой, просечным или рельефным узором, расплющенными в тончайший слой листами сусального золота и бронзовой потали. Традиции средневекового ремесла сохранились в народном искусстве до 19 в. (светцы, крюки, подсвечники и т.д.). В 15—19 вв. выполнены многие замечательные кованые фонари, ограды, решётки, ворота (Версаль, Петербург, Царское Село). Многие города специализировались в различных отраслях кузнечного ремесла: Герат, Мосул славились утварью, Дамаск, Милан, Аугсбург, Астрахань, Тула — оружием, Ноттингем, Золинген, Павлово на Оке — ножами и инструментами, Нюрнберг, Холмогоры — замками и т.д. В 19 в. ручная художественная К. была вытеснена штамповкой и литьём, интерес к ней возродился в 20 в. (работы Ф. Кюна в ГДР, И. С. Ефимова, В. П. Смирнова в СССР; оформление общественных интерьеров в Таллине, Каунасе и др.).
Основы теории К. были разработаны в России: П. П. Аносов в 1831 впервые применил микроскоп для изучения структуры металлов; Д. К. Чернов в 1868 научно обосновал режимы К.; большой вклад в теорию К. сделали сов. учёные Н. С. Курнаков, К. Ф. Грачев, С. И. Губкин, К. Ф. Неймайер и др.
К., как правило, производят при нагреве металла до так называемой ковочной температуры с целью повышения его пластичности и снижения сопротивления деформированию. Температурный интервал К. зависит от химического состава и структуры обрабатываемого металла, а также от вида операции или перехода. Для стали температурный интервал 800—1100 °С., для алюминиевых сплавов — 420—480 °С.
Различают К. в штампах и без применения штампов — так называемую свободную К. При К. в штампах металл ограничен со всех сторон стенками рабочей полости штампа и при деформации приобретает форму, соответствующую этой полости (см. Штампование , Ротационная ковка ). При свободной К. (ручной и машинной) металл не ограничен совсем или ограничен с одной стороны. При ручной К. кувалдой или молотом воздействуют непосредственно на металл или на инструмент. Машинную К. выполняют на специальном оборудовании — молотах с массой падающих частей от 1 до 5000 кг или гидравлических прессах , развивающих усилия 2—200 Мн (200—20000 тс ), а также на ковочных машинах . Изготовляют поковки массой 100 т и более. Для манипулирования тяжёлыми заготовками при К. используют подъёмные краны грузоподъёмностью до 350 т, кантователи и специальные манипуляторы Сводную К. применяют также для улучшения качества и структуры металла. При проковке металл упрочняется, завариваются так называемые несплошности и размельчаются крупные кристаллы, в результате чего структура становится мелкозернистой, приобретает волокнистое строение.