Д. В. Наумов.
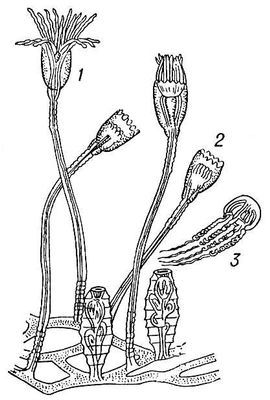
Рис. 3. Колония кишечнополостных: 1 — полип с расправленными щупальцами; 2 — полип со сжатыми щупальцами; 3 — медуза, отделившаяся от колонии.
Полипы (мед.)
Поли'пы, патологические образования, развивающиеся на слизистых оболочках (дыхательных путей, матки, желудка, толстой и прямой кишки, мочевого пузыря и пр.). П. имеют вид ворсинчатых, грушевидных или др. формы образований (обычно на широком основании или на ножке). Могут изъязвляться и быть причиной кровотечений. П. в современной медицинской практике рассматривают как состояние предрака , поэтому они подлежат хирургическому удалению.
Полирибосомы
Полирибосо'мы, полисомы, находящиеся в живых клетках и синтезирующие белок комплексы, каждый из которых состоит из молекулы информационной (матричной) рибонуклеиновой кислоты (иРНК, или мРНК) и нескольких или многих связанных с ней рибосом . П. образуются при последовательном присоединении рибосом к иРНК. Двигаясь по иРНК гуськом, рибосомы «считывают» одновременно информацию, заложенную в одной и той же иРНК. При этом каждая рибосома синтезирует одну молекулу белка (полипептидную цепь) согласно записанной в иРНК программе. Синтез белка в клетке осуществляется преимущественно П., а не одиночными рибосомами.
Полиритмия
Полиритми'я (от поли... и ритм ) в музыке, сочетание в одновременности двух и более различных ритмических рисунков. П. в общем смысле слова — объединение любых ритмических рисунков; такая П. является нормой многоголосия европейской музыки начиная от мотета 12 в. П. в этом смысле включает в себя как простейшие ритмического сочетания (например, четвертные длительности в одном голосе и восьмые в другом), так и сложные, определяемые как полиметрия . П. в специальном смысле — такое соединение ритмических рисунков по вертикали, когда наименьшая временная единица, соизмеряющая все голоса, отсутствует (сочетание дуолей с триолями, триолей с квинтолями и др.); характерна для Ф. Шопена, А. Н. Скрябина, а также А. Веберна и А. Берга и др.
В. Н. Холопова.
Полировальные и доводочные материалы
Полирова'льные и дово'дочные материа'лы , тонкодисперсные порошкообразные вещества, а также пасты и суспензии на основе этих веществ, применяемые при полировании и доводке . Порошкообразные вещества (полировальные порошки) подразделяют на твёрдые (алмаз, корунд и др.) и мягкие (окислы железа, хрома и алюминия, ультрамарин и др.). Твёрдые порошки (размер их зёрен 0,1—60 мкм ) используют при доводке и предварительном полировании. Окончательное полирование осуществляется мягкими порошками, из которых наибольшую полирующую способность имеют окислы металлов. При полировании применяются П. и д. м. главным образом в виде паст и суспензий. Пасты представляют собой композиции из полировальных порошков, жиров, связующих, поверхностно-активных и др. веществ. В состав суспензий, кроме порошков, входят растворы кислот и щелочей, ингибиторы коррозии . См. также ст. Абразивные материалы , Диспергирование .
Полировальный станок
Полирова'льный стано'к , предназначается для полирования поверхности изделий. В машиностроении и приборостроении различают П. с. с притирами, жидкостные и центробежные. Два последних типа П. с. обычно применяют для полирования изделий сложной формы. На П. с. с. притирами деталь фиксируется на столе, а полирование осуществляется вращающимся притиром, укрепленным на шпинделе и перемещающимся вместе с ним по обрабатываемой поверхности, Притиры изготовляются из мягких металлов (например, меди), дерева, фетра, кожи: полировальные и доводочные материалы либо наносятся на притиры, либо подаются в процессе обработки. Использование алмазных тонкодисперсных порошков до 1 мкм и паст на их основе позволяет применять для полирования доводочные станки с меньшей частотой вращения притиров. В жидкостных П. с. изделие помещается в камеру, и полирование осуществляется струей жидкости, насыщенной абразивом. Скорость истечения суспензии из форсунки достигает 50 м/сек. Форсунка в процессе полирования автоматически перемещается вдоль изделия. Центробежный П. с. имеет ёмкость, которая заполняется абразивными порошком или суспензией. При вращении ёмкости абразивная смесь приходит в движение и полирует неподвижную деталь.
В мебельном и столярном производстве различают П. с. для столярного полирования и для полирования по лакокрасочным покрытиям. На П. с. первого типа имитируется схема полирования вручную. Один или несколько тампонов, укрепленных на рабочей головке, вращаются электродвигателем, совершая вместе с головкой возвратно-поступательное движение по обрабатываемой поверхности. На таких П. с. могут отделываться только пласти щитов. Для полирования по лакокрасочным покрытиям применяются П. с. с вращающимися мягкими текстильными барабанами, которые набираются из матерчатых дисков. На барабанных П. с. полируют пласти и кромки щитов, цилиндрические изделия и детали др. формы.
Р. Ф. Кохан, Е. В. Жуков.
Полирование
Полирова'ние (нем. Polieren, от лат. polio — делаю гладким, полирую), 1) в машиностроении и приборостроении — отделочная обработка изделий для повышения класса чистоты их поверхности (до 12—14-го классов), доводки изделий до требуемых размеров, получения определённых свойств поверхностного слоя, а также для придания их поверхности декоративного блеска. П. представляет собой совокупность процессов пластической микродеформации и тонкого диспергирования поверхностного слоя обрабатываемого изделия, происходящих при воздействии на этот слой полировальными и доводочными материалами (см. также ст. Абразивные материалы ). Наиболее распространено П. вращающимися притирами-кругами, на поверхность которых наносят полировальные порошки или пасты. При истинном П. эффект обработки достигается в результате пластического течения полируемого слоя; П. обычно проводится при малых частотах вращения полировального круга (60—200 об/мин ) и со значительным давлением (более 200 кн/м2 ) круга на обрабатываемый материал. Декоративное П., наоборот, ведётся при больших частотах вращения притира (600—800 об/мин ) и с меньшим давлением (50—200 кн/м2 ).
При П. деталей сложной формы используются гибкие эластические круги-притиры, а также жидкостное и центробежное П. (см. Полировальный станок ). Такие виды П. применяются главным образом для чистовой отделки и очистки режущего инструмента (например, свёрл), литейных форм, для декоративного П. При этих видах достигается 10—11-й класс чистоты. Об электрических методах П. см. в ст. Электромеханическая обработка .
2) П. в мебельном и столярном производстве — процесс получения лакокрасочных покрытий с зеркальным блеском на поверхности изделий из древесины. Различают П. столярное и по лакокрасочным покрытиям. Столярное П. заключается в постепенном заполнении пор поверхности древесины раствором органического плёнкообразователя, преимущественно шеллачной политурой , которая наносится тампоном (обычно из вязальной шерсти, обёрнутой полотняной тканью) скользящими круговыми движениями. Толщина создаваемых покрытий 20—30 мкм, для чего необходимо нанести 400—600 слоев политуры. Весь процесс П. (вручную или на станке) выполняется за 3—4 операции с перерывом между ними в несколько суток. Покрытия, получаемые таким способом, весьма гладкие, хорошо выявляют текстуру древесины; однако ручное П. — очень трудоёмкий и малопроизводительный процесс. Столярным П. отделывают ценные породы древесины (грецкий орех, карельскую берёзу, палисандр и др.). Этот вид П. применяется главным образом в реставрационных работах. Наиболее широко распространено П. по лакокрасочным покрытиям. В этом случае на поверхность изделий наносят покрытия (главным образом из полиэфирных лаков и эмалей) толщиной 100—400 мкм. Образовавшиеся при П. неровности устраняются шлифованием и обработкой полировальными и доводочными материалами.