При наплавке под слоем флюса станок оборудуют устройством для механизированной подачи флюса. При вибродуговой наплавке в комплект станка входят резервуар для охлаждающей жидкости и насос для подачи ее на деталь. Для уменьшения частоты вращения шпинделя станка применяют червячный редуктор.
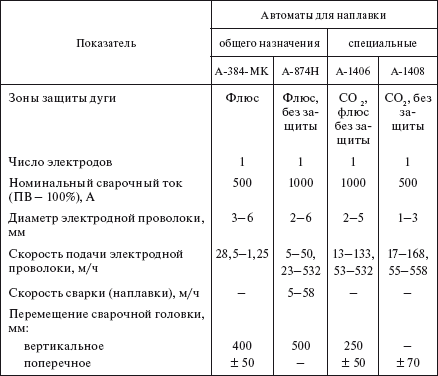
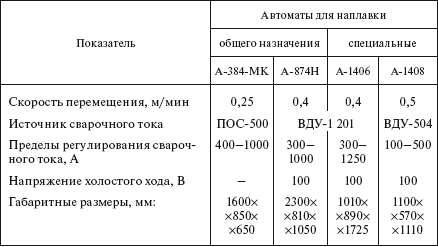
Таблица 5.58
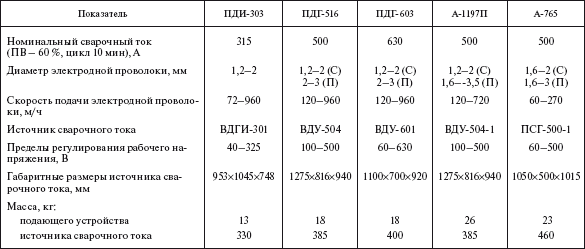
Автоматы для наплавки
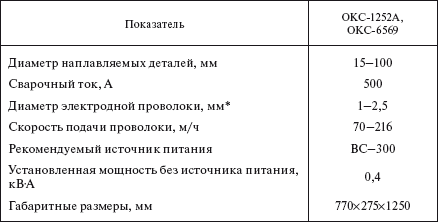
Таблица 5.59
Головки для вибродуговой наплавки
* Для ОКС-1252А сечение электрода (ленты) 10х0,5 мм, для ОКС-6569 диаметр порошковой проволоки 2–2,5 мм.
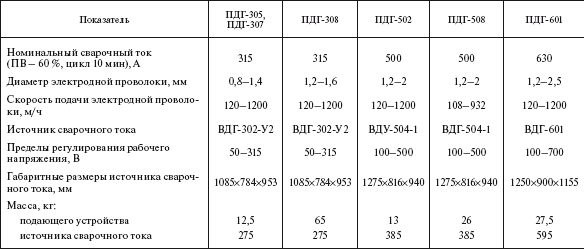
Таблица 5.60
Полуавтоматы для сварки плавящимся электродом
Примечание. С – сплошная проволока, И – порошок.
Источниками питания для автоматической и полуавтоматической сварки или наплавки деталей служат сварочные преобразователи, трансформаторы и выпрямители (табл. 5.61—5.63).
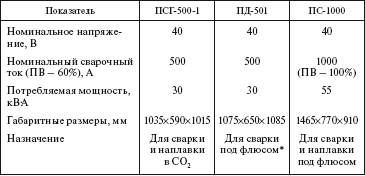
Таблица 5.61
Сварочные преобразователи для автоматической и полуавтоматической сварки
* Снабжен реостатом дистанционного управления сварочного тока.
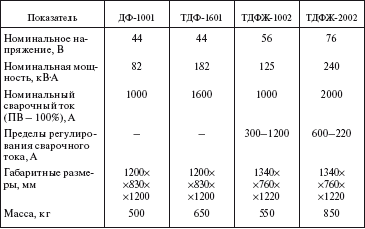
Таблица 5.62
Сварочные трансформаторы для автоматической дуговой сварки под флюсом
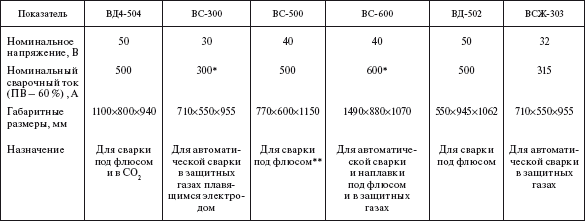
Таблица 5.63
Сварочные выпрямители для автоматической сварки
*ПВ– 65 %.
** Питание полуавтомата типа А-765.
Материалы для механизированной сварки и наплавки. Для механизированной сварки применяют стальную холоднотянутую калиброванную проволоку (табл. 5.64) и проволоку порошковую сварочную, а для механизированной наплавки – проволоку стальную наплавочную (табл. 5.65), а также порошковую проволоку и ленту. Для сварки и наплавки под слоем флюса используют плавленые флюсы.
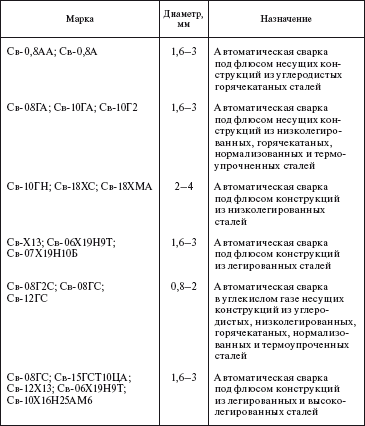
Таблица 5.64
Проволока стальная сварочная (ГОСТ 2246—70*)
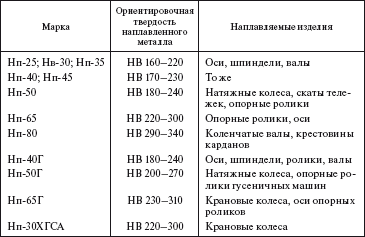
Таблица 5.65
Проволока стальная наплавочная* (ГОСТ 10543—98)
* Проволока диаметром 1–4 мм.
Технологические особенности механизированной сварки и наплавки.
Механизированные способы сварки и наплавки позволяют в широких пределах регулировать состав и свойства наплавленного металла при обеспечении его высоких качеств.
При сварке под слоем флюса дуга устойчиво горит в том случае, если плотность тока на электроде составляет не менее 25 А/мм2. Дальнейшее уменьшение плотности тока вызывает прерывистое горение дуги и плохое формирование шва. Шаг наплавки следует выбирать так, чтобы валики перекрывались на 1/2—1/3 их ширины. При бол ьшем шаге наплавки поверхность получается неровной, и соответственно возрастает трудоемкость последующей механической обработки детали. Режимы наплавки деталей под слоем флюса приведены в табл. 5.66.
Вибродуговую наплавку проводят в среде охлаждающей жидкости, в атмосфере воздуха (без защиты дуги и охлаждения детали), в потоке воздуха, под слоем флюса, в среде водяного пара, в защитных газах с одновременной подачей охлаждающей жидкости.
При вибродуговой наплавке в среде охлаждающей жидкости наплавляемый металл подвергается резкому охлаждению, поэтому в наплавленном слое могут появляться мелкие закалочные трещины, что приводит к снижению усталостной прочности деталей.
Вибродуговую наплавку в атмосфере воздуха (без подачи охлаждающей жидкости на деталь) применяют при ремонте деталей, твердость рабочих поверхностей которых не превышает 300 НВ. Наибольшее распространение способ получил при ремонте резьбовых соединений, а также деталей, изготовленных из чугуна.
Вибродуговую наплавку в потоке воздуха ведут с подачей его из воздушной магистрали непосредственно в зону горения дуги, расходуя его в пределах 15–30 л/мин. Наплавленный в потоке воздуха металл содержит значительное количество азота и кислорода и сравнительно мало пор.
Применение флюса при вибродуговой наплавке способствует повышению качества шва и более равномерному нагреву и охлаждению детали. Деформации наплавленных деталей в 5–6 раз меньше деформации деталей, наплавленных вручную.
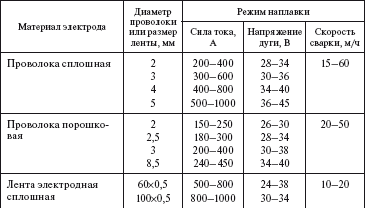
Таблица 5.66
Режимы наплавки деталей под слоем флюса
Вибродуговая наплавка в среде водяного пара рекомендуется при ремонте деталей, твердость наплавляемых поверхностей которых находится в пределах 200–400 НВ. При наплавке по этому способу в зону горения дуги от парообразователя подают водяной пар. Применение водяного пара в качестве защитной среды диктуется доступностью и легкостью получения его на ремонтных предприятиях.
Технология вибродуговой наплавки деталей включает в себя подготовку деталей к наплавке, выбор режимов наплавки и наплавочных материалов, наплавку.
Рекомендуемые режимы вибродуговой наплавки деталей в среде жидкости:
Напряжение, В……………………………………………………………………. 12—18
Сила тока, А……………………………………………………………………….. 130—300
Индуктивное сопротивление (витки дросселя РСТЭ-34) ………….. 4—10
Диаметр электродной проволоки, мм………………………………………… 1,3—3
Скорость подачи электродной проволоки, м/мин……………………… 1,16—3
Высота слоя, мм …………………………………………………………………….. 0,3—3
Подача, мм/об……………………………………………………………………….. 2–4,5
Коэффициент переноса металла ………………………………………………. 0,85—0,9
5.6.3. Газовая сварка
При сварке стальных деталей используют присадочную проволоку Св-08, Св-08А, Св-12ГС в виде прутков длиной 0,8 м. При сварке стальных деталей пропан-бутан-кислородным пламенем применяют проволоку Св-12ГС и Св-08Г2С с повышенным содержанием углерода и раскисляющих элементов (марганца и кремния). Для сварки чугунных деталей пользуются чугунными прутками диаметром 8, 10, 12 и 16 мм. При низкотемпературной сварке применяют чугунные прутки марки НЧ диаметром 6 и 8 мм.
При газовой сварке алюминиевых сплавов используют присадочные прутки того же состава, что и состав свариваемого металла.
Технические свойства газов, применяемых при сварке и резке, приведены в табл. 5.67, а технические характеристики резаков, горелок сварочных и газовых редукторов – в табл. 5.68—5.70.
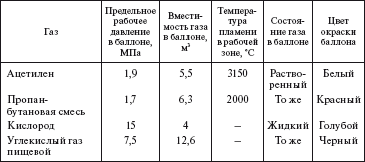
Таблица 5.67
Газы для сварки, наплавки и резки
Примечание. Масса одного цельнотянутого баллона без газа – 67 кг.
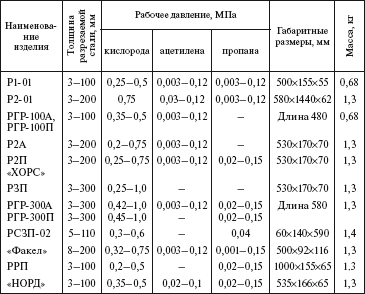
Таблица 5.68
Резаки
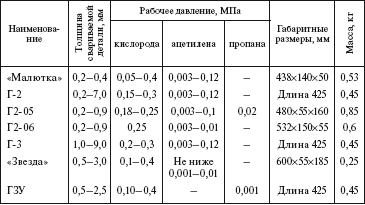
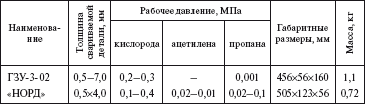
Таблица 5.69
Горелки сварочные
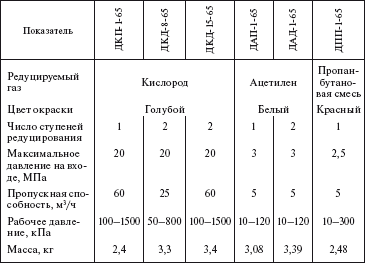
Таблица 5.70
Газовые редукторы
Раздел 6
Эксплуатационные материалы и комплектующие изделия
6.1. ЭКСПЛУАТАЦИОННЫЕ МАТЕРИАЛЫ, РАБОЧИЕ И СПЕЦИАЛЬНЫЕ ЖИДКОСТИ
6.1.1. Топливо
Бензин. Для обеспечения надежной работы карбюраторных двигателей на всех режимах бензины должны обладать: высокой детонационной стойкостью; оптимальным фракционным составом; малым содержанием смоло– и нагарообразующих соединений и коррозионно-агрессивных веществ; высокой стабильностью состава при хранении.