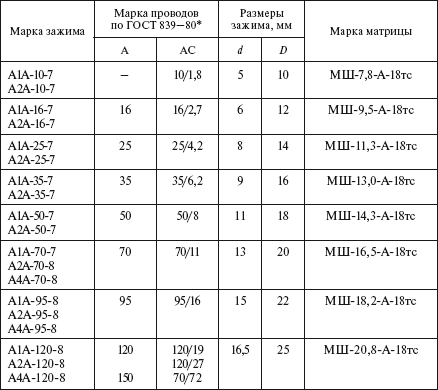
Таблица 5.12
Номенклатура матриц, комплектуемых к прессу НХ 41.06.000
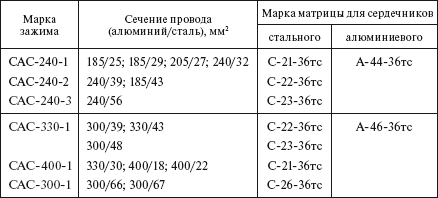
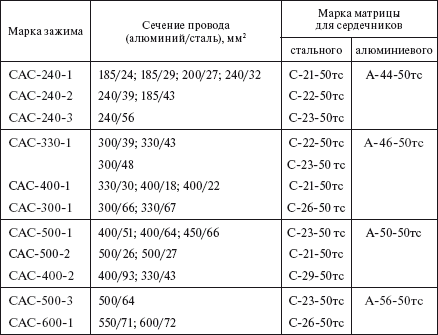
Таблица 5.13
Номенклатура матриц, комплектуемых к прессу НХ 41.09.000
Гидравлический пресс. Модель 13734.00.00.000.
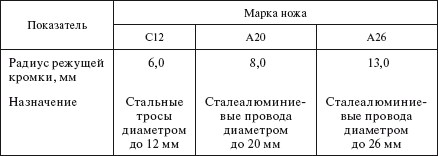
Гидравличесский пресс предназначен для опрессовки ремонтных зажимов на проводах BJI, ответвительных и аппаратных зажимов, а также резки алюминиевых и сталеалюминиевых проводов диаметром до 26 мм и стальных тросов диаметром до 12 мм.
Конструкция головки гидравлического пресса обеспечивает быстрый выбор свободного (холостого) хода матриц или ножей и позволяет ускорить процесс опрессовки или резки. Пресс комплектуется соответствующим набором матриц и ножей (табл. 5.14, 5.15).
Технические характеристики процесса:
Усилие опрессовки, кН …………………………….. 140
Рабочее давление (максимальное), МПа…….50
Ход поршня (максимальный), мм ……………… 30
Наибольшее усилие на рычаг
плунжерного насоса, не более, Н……………….200
Масса пресса (без контейнера), кг ……………..7,2
Поставщик……………………………………………….ОАО «Фирма Оргрес»
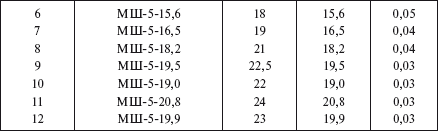
Таблица 5.14
Матрицы к ручному гидравлическому прессу
Таблица 5.15
Ножи для резки проводов и тросов
Гидравлический переносной пресс МИ-1Б с ручным приводом предназначен для опрессования всех типов натяжных, соединительных, аппаратных и ответвительных зажимов, применяемых при сооружении линий электропередачи и открытых распределительных устройств подстанций.
Технические характеристики МИ—1Б:
Рабочее давление пресса, МПа ……………… 45
Диаметр плунжера, мм …………………………. 12
Ход плунжера, мм …………………………………. 50
Объем масла, подаваемого
за один ход плунжера, см3 ……………………… 5,65
Диаметр поршня, мм…………………………….. 120
Холостой ход поршня, мм……………………… 25
Число полных качаний рычага
до начала опрессования ………………………… 50
Объем масляного бака, л ………………………. 2,0
Габаритные размеры (без трубы-рукоятки), мм:
длина ……………………………………………….. 1146
ширина…………………………………………….. 412
высота ……………………………………………… 531
Общая масса агрегата, кг………………………. 84
Поставщик…………………………………………… Фирма «В-Л Комплект»
Пресс МИ-1Б для резки проводов и тросов при монтаже линий электропередачи может быть укомплектован специальными матрицами и ножами:
ножи для резки проводов и тросов;
матрицы для опрессования алюминиевых и медных зажимов; матрицы для опрессования стальных зажимов; матрицы опрессовочные шестигранные; гибочные матрицы.
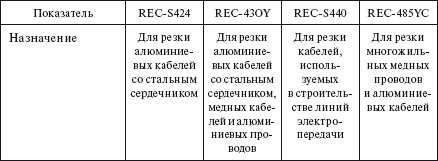
Для резки кабелей из различных материалов применяют электрогидравлические кабельные резаки (табл. 5.16)
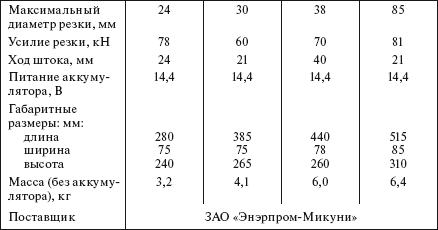
Таблица 5.16
Электрогидравлические кабельные резаки
Клещи механические МИ-248, усилием 50 кН предназначены для опрессования зажимов типа ОАС и кабельных наконечников.
Технические характеристики МИ—248:
Наибольшее развиваемое усилие, кН ……………….. 50
Наибольшее усилие на рукоятках, кН ……………… 250
Ход плунжера, мм ……………………………………………. 25
Наибольшее сечение алюминиевого
и медноалюминиевого кабеля под опрессовку
кабельного наконечника, мм2…………………………..150
Масса (без комплекта матриц), кг……………………..24
Поставщик фирма ……………………………………………«В-Л Комплект»
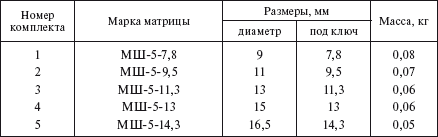
Комплект матриц для опрессования на шестигранник приведен в табл. 5.17.
Таблица 5.17
Матрицы для опрессовки
5.3.2. Приспособления для подъема линейщиков на опоры
Переносная разборная лестница применяется для подъема электро – линейщиков на опоры с цилиндрическими и коническими железобетонными стойками на высоту до 14 м. Лестница состоит из семи секций, соединяемых между собой телескопически. Первая, третья
и пятая секции (сверху) крепятся к стволу опоры хомутами и фиксаторами.
Технические характеристики лестницы:
Высота в рабочем положении, м ………………………………………… 14
Грузоподъемность (собранной и прикрепленной к опоре), кг …. 100
Число секций ……………………………………………………………………. 7
Высота секций, м………………………………………………………………. 2
Число рабочих, монтирующих (демонтирующих) лестницу…… 2
Масса, кг ………………………………………………………………………….. 29,2
Универсальные лазы предназначены для использования в качестве индивидуального средства подъема электромонтера на конические и цилиндрические стойки железобетонных опор линий электропередачи напряжением 35—500кВ. Технические характеристики лаза:
Грузоподъемность, кг ……………………………………………………….. 100,0
Диаметр охватывающей петли
(диаметр охватываемых стоек опор ВЛ), мм:
наибольший …………………………………………………………………. 620,0
наименьший…………………………………………………………………. 400,0
Размеры подножки, см:
длина……………………………………………………………………………. 30,0
ширина…………………………………………………………………………. 13,0
5.3.3. Приспособления для термитной сварки и скрутки проводов
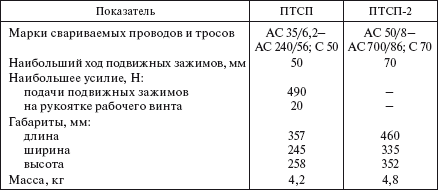
Соединения проводов в петлях анкерно-угловых опор термитной сваркой выполняются с помощью приспособлений (табл. 5.18). Соединение проводов овальными соединительными зажимами методом скручивания производится с помощью приспособлений, указанных в табл 5.19.
Таблица 5.18 Приспособления для термитной сварки проводов
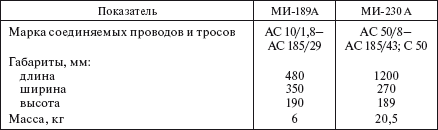
Таблица 5.19
Приспособления для скрутки проводов
5.3.4. Монтажные и такелажные ролики и блоки
Монтажные ролики и приспособления для раскатки проводов применяются при монтаже проводов на линиях электропередачи. Обладая незначительным сопротивлением трения, они позволяют осуществлять натяжение проводов и устанавливать в пролетах нормативные стрелы провесов. После натяжения проводов производится разметка мест установки поддерживающих зажимов, а затем прокладка проводов в зажимы, Монтажные ролики и приспособления предназначены для монтажа проводов определенного диапазона диаметров и должны обеспечить переход через ролик провода с установленным на нем соединительным или ремонтным зажимом.
Провода и молниезащитные тросы, применяющиеся на линиях электропередачи, могут монтироваться с помощью монтажных роликов типа М1Р, которые изготовлены на основе использования алюминиевых сплавов и удобны в эксплуатации (табл. 5.20).
Для подъема тяжелых изолирующих подвесок применяется монтажный ролик М1Р-8. Для монтажа тяжелых проводов на линиях электропередачи и на переходах через большие реки и другие препятствия применяется ролик М1Р-10, позволяющий при натяжении проводов последовательно пропускать такелажный трос и провод вместе с соединительным зажимом.
Таблица 5.20
Ролики и блоки монтажные и такелажные типа М1Р