П. м. осуществляют на горизонтальных гидравлических прессах ; реже, в основном при прессовании труб и гидроэкструзии, используют вертикальные гидравлические прессы. В некоторых случаях для холодного прессования труб из легкодеформируемых металлов используют прессы с механическим приводом. П. м. позволяет получать сплошные профили с площадью сечения 0,3—1500 см2 и диаметром описанной окружности 1,5—90 см, круглые прутки диаметром 0,6—60 см и трубы диаметром 0,8—120 см с толщиной стенки 0,1—10 см.
Лит.: Перлин И. Л., Теория прессования металлов, М., 1964; Прозоров Л. В., Прессование стали и тугоплавких сплавов, 2 изд., М., 1969: Жолобов В. В., Зверев Г. И., Прессование металлов, 2 изд., М., 1971; Ерманок М. З., Производство полых профилей из алюминиевых сплавов прессованием со сваркой, М., 1972; Колпашников А. И., Вялов В. А., Гидропрессование металлов, М., 1973.
М. З. Ерманок.
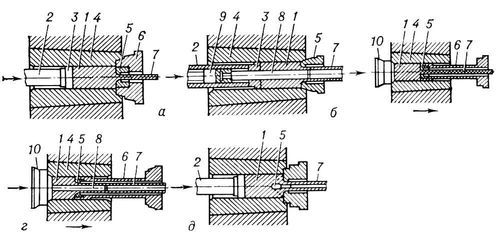
Схемы прессования профиля сплошного сечения с прямым истечением (а), трубы с прямым истечением (б), профиля сплошного сечения с обратным истечением (в), трубы с обратным истечением (г), трубы или полого профиля из заготовки сплошного сечения (прессование со сваркой, д); 1 — заготовка; 2 — пресс-штемпель; 3 — пресс-шайба; 4 — контейнер; 5 — матрица; 6 — матрицедержатель; 7 — пресс-изделие; 8 — игла; 9 — иглодержатель; 10 — пробка.
Прессование полимерных материалов
Прессова'ние полиме'рных материа'лов компрессионное, метод изготовления изделий из пластических масс и резиновых смесей в пресс-формах , установленных на прессе (чаще всего гидравлическом). В зависимости от температуры процесса П. и. м. подразделяют на высокотемпературное (горячее) и низкотемпературное (холодное). При горячем прессовании материал, например в виде пресс-порошка (обычно таблетированного или гранулированного) или листов, помещают в разомкнутую пресс-форму, нагретую до заданной температуры. При опускании плунжера пресса форма замыкается, материал в результате нагревания и создаваемого прессом давления растекается и заполняет формующую полость, приобретая размеры и конфигурацию изделия. Реактопласты и резиновые смеси , выдерживают в пресс-форме под давлением до завершения процесса отверждения или вулканизации, после чего плунжер пресса поднимают и выталкивают из разомкнутой формы готовое изделие. Горячее прессование термопластов применяют ограниченно, т.к. в этом случае пресс-форму перед извлечением из неё изделия необходимо охлаждать. Температура П. п. м. может изменяться в пределах 80—300 °С, давление — от 2 до 90 Мн/м2 (20—900 кгс /см2 ), продолжительность выдержки под давлением — от долей мин до 30 мин. Давление тем выше, чем меньше текучесть материала и сложнее конфигурация изделия. Длительность П. п. м. определяется скоростью прогрева и отверждения (вулканизации) материала. Процесс ускоряется при загрузке в пресс-форму предварительно нагретого материала (например, токами ВЧ).
Холодное прессование используют главным образом для переработки термопластов, не размягчающихся при нагревании, например фторопластов . В этом случае материал прессуют (уплотняют) в холодных формах, а затем, после извлечения изделия из формы, подвергают термообработке (т. н. спекание).
Прессование — один из распространённых методов получения изделий из полимерных материалов, особенно термореактивных. См. также Литьевое прессование пластмасс .
Лит.: Голдинг Б., Химия и технология полимерных материалов, пер. с англ., М., 1963; Яковлев А. Д., Технология изготовления изделий из пластмасс, Л., 1968; Энциклопедия полимеров, т. 3, М. (в печати).
А. Р. Бельник.
Прессование сена
Прессова'ние се'на , механическое уплотнение рассыпного сена и формирование тюков различных размеров и плотности. В СССР сено прессуют в тюки обычно размером 35´45´85 см. Вес таких тюков при П. с. с влажностью 20% составляет (в зависимости от ботанического состава) 30—45 кг. Прессуют сено пресс-подборщиком (из валков) или стационарным прессом (из копен и стогов).
П. с. позволяет максимально снизить потери при перевозке и укладке на хранение. Объём прессованного сена в 5—8 раз меньше рассыпного, в нём лучше сохраняются наиболее ценные части растений (листья, соцветия), ароматичность, цвет и витамины (каротин). Прессованное сено менее гигроскопично, поэтому меньше подвергается порче от атмосферных осадков, чем рассыпное. Прессовать сено можно с влажностью до 25%. Хорошие результаты даёт прессование однородного по ботаническому составу сена — злакового или бобового (без примеси плохо высыхающего разнотравья). В СССР прессуют 12—15% сена; во многих странах Западной Европы (Великобритания, ФРГ, ГДР, Дания и др.), а также в США и Канаде прессуют большую часть сена.
Лит.: Сенокосы и пастбища, под ред. И. В. Ларина, М., 1969.
А. П. Мовсисянц.
Прессованный профиль
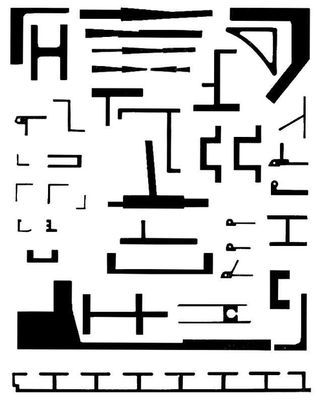
Прессо'ванный про'филь , длинномерное металлическое изделие, полученное прессованием (выдавливанием) в матрицу. По конфигурации поперечного сечения П. п. разделяют на сплошные и пустотелые (полые); по изменению размеров поперечного сечения вдоль длины — на профили постоянного и переменного сечения (см. Переменный профиль ). Наиболее широко применяются П. п. из алюминиевых сплавов; в СССР их сортамент составляет около 15 тыс. наименований. Характерные типы таких П. п. показаны на рис. Освоено промышленное производство П. п. из сталей и титановых сплавов; их сортамент составляет более 1000 наименований. Кроме того, П. п. изготовляют из магниевых, медных и никелевых сплавов. Прессование профилей имеет ряд преимуществ по сравнению с прокаткой: возможность обработки малопластичных материалов, более сложная конфигурация поперечного сечения, меньшие отклонения размеров, меньшие затраты на инструмент и переналадку его при переходе с одного размера на другой. П. п. используют для изготовления конструкционных деталей (машиностроение, авиа- и судостроение, ж.-д. и автомобильный транспорт), несущих и отделочных строительных деталей, мебели, спортинвентаря и т.д.
Лит. см. при ст. Прессование металлов .
М. З. Ерманок.
Некоторые виды прессованных профилей.
Прессорецепторы
Прессореце'пторы , прессоцепторы (от лат. pressus — давление и рецепторы ), чувствительные нервные окончания, воспринимающие изменения давления; относятся к механорецепторам . Расположены в стенках кровеносных сосудов (такие П. чаще называют барорецепторами ), а также в полых внутренних органах. К П. иногда причисляют рецепторы подкожной клетчатки, раздражаемые при надавливании на кожу, и скелетных мышц (последние чаще называют проприорецепторами ).
Пресс-порошки
Пресс-порошки' , порошки или гранулированные материалы, предназначенные для переработки в изделия методом прессования (см. Прессование полимерных материалов ). П.-п. — реактопласты , представляющие собой частично отверждённую смесь 30—60% термореактивной смолы (чаще всего феноло-альдегидной смолы ) с 70—40% тонко дисперсного наполнителя (например, древесной или кварцевой муки, молотой слюды, коротковолокнистого асбеста). В П.-н. вводят также 1,5—3% (от массы смолы) смазывающих веществ (стеараты кальция или цинка, смесь стеариновой и пальмитиновой кислот), 2—4% красителя (обычно нигрозина, придающего П.-п. чёрный цвет). производство П.-п. включает последовательные операции подготовки и смешения компонентов, предварительного отверждения, измельчения или гранулирования. Для лучшего смачивания и лучшей пропитки наполнителя термореактивной смолой последнюю часто применяют в виде раствора или эмульсии. Основные характеристики П.-п. — удельный объём, гранулометрический состав, сыпучесть, текучесть, жизнеспособность (время сохранения способности к переработке после введения отвердителя), скорость отверждения, усадка.