Прокатка сортового металла включает следубющие основные операции: нагрев до 1100—1250 °С; подачу нагретой заготовки к рабочим клетям и прокатку в несколько проходов в калибрах, постепенно приближающих сечение исходной заготовки к сечению готового профиля; резку проката на пилах или ножницах на части требуемой длины или сматывание в бунты; охлаждение на холодильниках; правку на роликовых правильных машинах; контроль и отправку на склад готовой продукции.
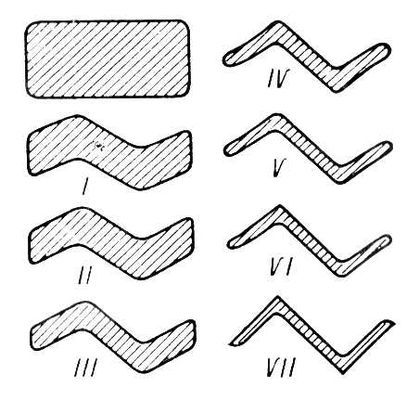
Число проходов выбирается в зависимости от размеров и формы сечения исходной заготовки и готового профиля и составляет: для рельсов обычно 9, балок 9—13, угловых и других сортовых профилей, например зетообразного (рис. 2 ), 5—12, проволоки 15—21. Выполнение указанных технологических операций производится на специализированных сортовых прокатных станах, представляющих собой поточную автоматическую систему различных машин.
Прокатка (горячая) труб состоит из 3 основных и нескольких вспомогательных операций. Первая операция (прошивка ) — образование отверстия в заготовке или слитке; в результате получается толстостенная труба, называемая гильзой. Вторая операция (раскатка ) — удлинение прошитой заготовки и уменьшение толщины её стенки примерно до требуемых в готовой трубе размеров. Обе операции осуществляются с одного нагрева, но на различных прокатных станах, установленных рядом и входящих в общую систему машин трубопрокатного агрегата . Первая операция выполняется на прошивных станах винтовой прокатки между бочкообразными или дисковыми валками на короткой оправке, вторая — на различных прокатных станах: непрерывных, пилигримовых, автоматических и трёх-валковых станах винтовой прокатки. Третья операция — калибровка (или редуцирование ) труб после раскатки. Калибровка осуществляется на калибровочных станах, затем трубы охлаждаются, правятся, контролируются и разрезаются на куски определённой длины. Трубы диаметром менее 65—70 мм подвергаются дополнительной горячей прокатке на редукционных станах. С целью уменьшения толщины стенки и диаметра, получения более высоких механических свойств, гладкой поверхности и точных размеров трубы после горячей прокатки подвергаются холодной прокатке на специальных станах, а также волочению.
Прокатка заготовок деталей машин (штучных изделий) находит широкое применение главным образом в производстве различных тел вращения и профилей переменного сечения: вагонных колёс, осей, бандажей, колец для подшипников качения, шаров, зубчатых колёс, винтов, свёрл и т.д. При этом иногда прокатка используется для выполнения лишь одной операции в комбинации с ковкой или штамповкой.
Прокатка цветных металлов. Наибольшее применение получила прокатка листов, ленты, фольги и проволоки из алюминия, меди, магния, цинка и их сплавов.
В технологический процесс прокатки листов из алюминиевых сплавов входят следующие основные операции: предварительнаяалепрокатка плоских непрерывно-литых слитков массой 0,5—5 т с обжатием около 10% для выравнивания их поверхности; правка на роликовых правильных машинах; фрезерование для получения чистой и гладкой поверхности; накладывание с обеих сторон слитка алюминиевых листов; нагрев; горячая прокатка с плакированием до толщины 4—12 мм с последующим свёртыванием в рулоны; отжиг и холодная прокатка. После холодной прокатки рулоны разматываются и режутся на листы, которые затем закаливают, травят, прокатывают вторично в холодном состоянии для прогладки или получения наклёпа, травят, разрезают и упаковывают.
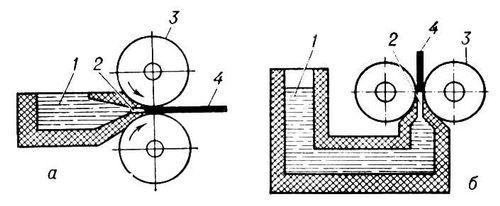
В начале 60-х гг. 20 в. был разработан новый процесс прокатки листов из алюминия и его сплавов. Особенность этого процесса состоит в совмещении непрерывного литья с прокаткой. Исходным материалом служит жидкий алюминий, который поступает через распределительную проводку в межвалковое пространство, образованное между двумя горизонтальными валками (рис. 3 ). Алюминий, соприкасаясь с валками, кристаллизуется, а образующаяся полоса непрерывно выходит из валков стана. Валки могут быть расположены как в вертикальной плоскости, так и в горизонтальной. В первом случае алюминий подводится сбоку, а во втором — снизу. Этим методом успешно изготовляются полосы толщиной 8—12 мм , шириной 1000—1600 мм , которые затем сматывают в рулоны. Применение такой технологии вместо прокатки полосы из крупных слитков даёт большой экономический эффект.
Исходной заготовкой при прокатке листов и лепты из меди и латуни служат плоские слитки массой около 0,5—1 т , толщиной 100—150 мм , которые прокатываются в горячем состоянии до толщины 10—15 мм. Прокатанные листы фрезеруют для удаления поверхностных дефектов и затем подвергают холодной прокатке с промежуточными отжигами при 450—800 °С.
Для производства катанки из алюминиевых и медных сплавов наиболее эффективен способ непрерывного литья, совмещенный с прокаткой на непрерывном стане.
Технический прогресс в области П. п. характеризуется в первую очередь повышением качества прокатываемых изделий, которое обеспечивало бы наиболее эффективное использование металла потребителем. С этой целью прокатываемому изделию придаётся возможно более рациональная форма, способствующая снижению его массы, расширяется производство экономичных профилей проката, повышается точность его размеров, улучшаются прочностные и др. свойства металла, на его поверхность наносятся эффективные защитные покрытия. Одновременно снижается стоимость производственных затрат путём внедрения непрерывных процессов (от жидкого металла до готового проката), повышения скорости прокатки и автоматизации всех технологических процессов.
Лит.: Прокатное производство. Справочник, под ред. Е. С. Рокотяна, т, 1—2, М., 1962; Прокатное производство, 2 изд., М., 1968; Higgins R. A., Engineering metallurgy, 2 ed., pt 2, L., 1970; Holub J., Pžicné klinové válcováni, Praha, 1972.
А. И. Целиков.
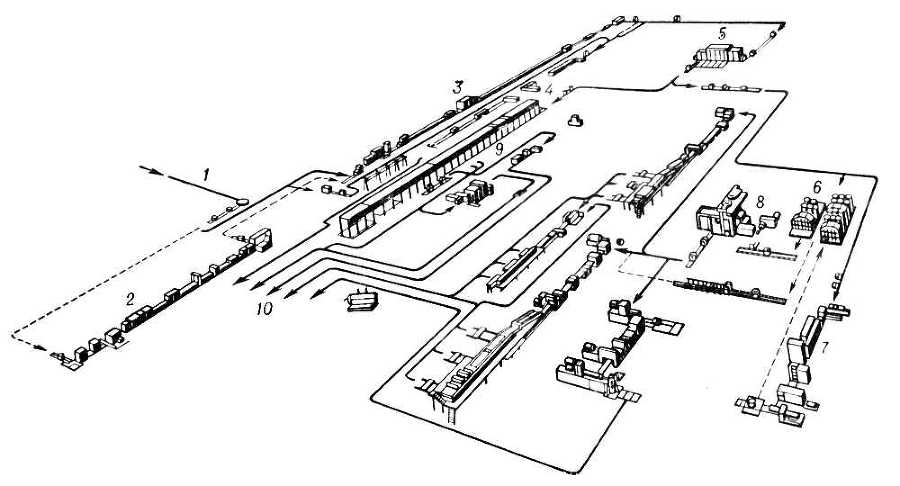
Рис. 1. Технологическая схема цеха холодной прокатки для производства листов: 1 — конвейер горячекатаных рулонов; 2 — агрегат нормализации; 3 — непрерывно-травильный агрегат; 4 — агрегат комбинированной резки; 5 — непрерывный стан холодной прокатки; 6 — термическое отделение; 7 — агрегат нанесения защитного покрытия; 8 — дрессировочный стан; 9 — непрерывно-цинковальный агрегат; 10 — отделение упаковки готовых продуктов.
Рис. 2. Схема изменения сечения (калибровка) при прокате зетового профиля.
Рис. 3. Схемы способов бесслитковой прокатки полос: а — подача металла сбоку; б — подача металла снизу; 1 — распределительная ванна; 2 — межвалковое пространство (кристаллизатор); 3 — валки; 4 — полоса.
Прокатный профиль
Прока'тный про'филь, металлическое изделие (различной формы поперечного сечения), полученное прокаткой . Различают П. п. с постоянным поперечным сечением по длине, переменные профили и специальные. К 1-му виду относятся П. п. сортовой стали (рис. ), имеющие простую геометрическую форму (например, круг, прямоугольник, квадрат, овал, шестиугольник, сегмент), и т. н. фасонные профили, представляющие собой сочетания простых профилей (например, угловые П. п., двутавровые балки, полосы для ободьев колёс автомобиля, колосниковых решёток, тракторных шпор и т.п.), листы, трубы (в т. ч. и профильные: квадратные, прямоугольные, ромбические, овальные и специальные), гнутые профили. Ко 2-му виду относятся, например, т. н. периодические профили, к 3-му — бандажи, колёса, шестерни, шары, ребристые трубы и др. изделия. См. также Сортамент проката .