Припуск под П. составляет для отверстий в поковках и отливках 2—6 мм ; для отверстий, полученных сверлением, зенкерованием или растачиванием, 0,2—0,5 мм. Скорость резания при П. сравнительно низка (2—15 м/мин ), однако производительность П. высока, т.к. велика суммарная длина одновременно работающих режущих кромок. Точность обработки при П. — 3—2-й класс; шероховатость обработанной поверхности — 7—9-й класс. Особенность процесса резания при П. — постоянное накопление стружки во впадинах перед каждым зубом. Для лучшего размещения стружки и предотвращения заклинивания протяжки зубья часто снабжаются стружколомающими канавками.
Лит.: Вульф А. М., Резание металлов, 2 изд., Л., 1973.
Н. А. Щемелев.
Протяжка (в металлообработке)
Протя'жка в металлообработке,
1) операция, применяемая при обработке металлов давлением (например, ковке ) с целью уменьшения толщины стенки и увеличения длины исходной заготовки, имеющей форму стакана и обычно полученной в результате несквозной прошивки . Под действием пуансона заготовка протягивается через одну или несколько последовательно расположенных матриц. Обычно П. производят на протяжных гидравлических прессах .
2) То же, что вытяжка .
Протяжка (инструмент)
Протя'жка, многолезвийный металлорежущий инструмент для обработки сквозных отверстий и наружных поверхностей деталей на протяжных станках . В зависимости от формы обрабатываемой поверхности различают П.: цилиндрические, гранёные (квадратные, шестигранные и др.), шлицевые, шпоночные, наружные плоские, наружные фасонные.
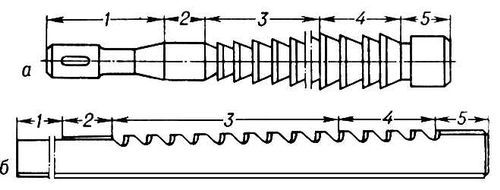
У П. для внутреннего протягивания (рис. , а) зубья, расположенные на режущей части (постепенно возвышающиеся), выполняют основную работу по срезанию припуска . Калибрующая часть П. имеет от 3 до 8 зубьев; первый из них срезает очень малый слой металла и придаёт отверстию окончательную форму, остальные являются запасными (работают после переточек П.). П. для наружного протягивания (рис. , б) изготовляются в виде прямоугольного бруска; имеют режущую и калибрующую части. Кроме режущих, применяют выглаживающие П., которые не режут, а выравнивают и уплотняют металл; уплотнённый слой обладает высокой износостойкостью. Зубья выглаживающих П. не имеют углов резания; такие зубья делают иногда на калибрующей части режущей П.
Протяжки: а — для внутреннего протягивания; б — для наружного протягивания; 1 — хвостовик; 2 и 5 — передняя и задняя направляющие части; 3 — режущая часть; 4 — калибрующие зубья.
Протяжная печь
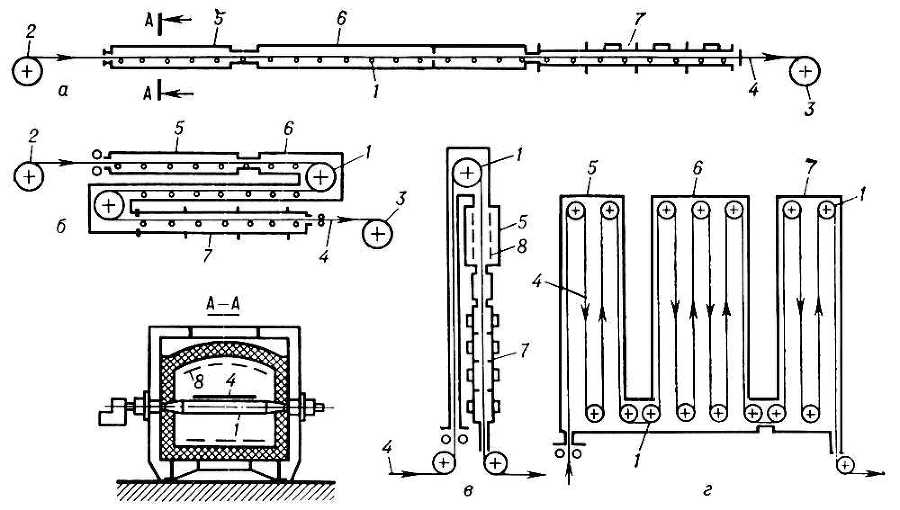
Протяжна'я печь,термическая печь для обработки металлической ленты, непрерывно протягиваемой через рабочее пространство по опорным роликам или на газовой подушке. Одну или несколько разных П. п. включают в состав поточных линий, в которых наряду с термической и термохимической обработкой ленту очищают, травят, наносят на неё покрытия (цинковое, алюминиевое, пластиковое, электроизоляционное и др.), окрашивают, сушат, правят и т.д. П. п. классифицируют по назначению (например, для закалки, нормализации, отжига, отпуска) и по конструкции — горизонтальные и вертикальные (рис. ). Длина горизонтальных П. п. достигает 300 м, производительность до 75 т/ч. В них обрабатывают ленту шириной до 2,5 м, толщиной 0,2—6 мм со скоростью до 4 м/сек. Для повышения производительности и экономии площади цеха иногда печи делают 2—5-этажными. Высота вертикальных П. п. 15—45 м, число оборотов ленты 1—50. Общая длина ленты в печи достигает 1 км. В многооборотных вертикальных П. п. обрабатывают ленту толщиной 0,05—1,5 мм при скорости до 10 м /сек с производительностью до 100 т /ч, а в однооборотных — ленту толщиной до 3 мм. Опорные ролики изготовляют из жаропрочной стали. Приводы роликов электрические. Большинство П. п. многокамерные: камеры нагрева, выдержки, медленного и быстрого охлаждения, закалки, сушки и др. устанавливают последовательно и соединяют тамбурами или разделяют перегородками. Число, размеры, назначение, температурный и газовый режим камер выбирают в зависимости от технологии обработки. Тепловой режим П. п. — постоянный во времени и переменный по длине печи. Нагревательные и охлаждающие элементы располагают в печи по обе стороны ленты. П. п. без атмосферы контролируемого состава работают с непосредственным пламенным нагревом и охлаждением ленты воздухом или водой. При работе с атмосферой контролируемого состава П. п. обогревают радиационными трубами или электрическими нагревателями сопротивления, а в камерах охлаждения воздух или вода отделены от ленты и передают тепло к ней через стенки стальных труб или муфеля. Для ускорения нагрева и охлаждения ленты в П. п. применяют циркуляцию печной атмосферы. Перспективны П. п. с использованием скоростных способов нагрева и охлаждения (газоструйного, электроннолучевого, в металлических и солевых расплавах и др.). Особые возможности открывает метод транспортирования ленты на газовой подушке с применением струйного нагрева и охлаждения ленты.
Лит.: Аптерман В. Н., Тымчак В. М., Протяжные печи, М., 1969; Справочник конструктора печей прокатного производства, под ред. В. М. Тымчака, т. 1—2, М., 1970.
В. Н. Аптерман.
Основные схемы протяжных печей: а — горизонтальная; б — горизонтальная 3-этажная; в — вертикальная однобортная; г — вертикальная многобортная; 1 — опорный ролик; 2 и 3 — устройства для разматывания и сматывания рулонов; 4 — металлическая лента; 5 — камера нагрева; 6 — камера выдержки; 7 — камера охлаждения; 8 — нагреватели.
Протяжной станок
Протяжно'й стано'к,металлорежущий станок для обработки поверхностей различного профиля инструментом — протяжкой . П. с. разделяются на станки общего назначения и специальные, служат для обработки (протягивания ) внутренних и наружных поверхностей. В П. с. рабочим движением является прямолинейное движение каретки, несущей протяжку, либо заготовки при неподвижной протяжке. Выпускаются модели П. с. с горизонтальным (рис. ) и вертикальным расположением кареток (от одной до 6), одно- и многопозиционные (с поворотными столами для установки нескольких деталей). Особую группу П. с. составляют т. н. станки непрерывного действия — цепные и ротационные. Основные параметры П. с.: тяговая сила, развиваемая кареткой, достигающая у некоторых П. с. 1 Мн (100 тс ), и длина хода каретки (до 2 м ). Скорости протягивания в станках общего назначения составляют 15—20 м /мин , в специальных станках — до 90 м /мин , в станках непрерывного действия — 1,5—15 м /мин. Привод станка обычно гидравлический, в высокоскоростных станках — электромеханический. П. с. применяются в массовом и крупносерийном производстве, обеспечивают высокую точность (1—2-го класса), малую шероховатость обработанных поверхностей (до 8—10-го класса).
Тенденции развития П. с.: автоматизация операций установки заготовки и снятия готовой детали со станка; автоматизация движений подвода инструмента к заготовке, крепления его в зажимном патроне, возвращения в исходное положение; разработка компоновки станка, при которой тяговая сила соосна силе протягивания, что обеспечивает существенное снижение сил трения в направляющих каретки и, как следствие, повышение точности обработки; встраивание П. с. в автоматические линии.