Для получения необходимых механических свойств большинство отливок из стали, ковкого чугуна, цветных сплавов подвергают термической обработке. После контроля качества литья и исправления дефектов отливки окрашивают и передают на склад готовой продукции.
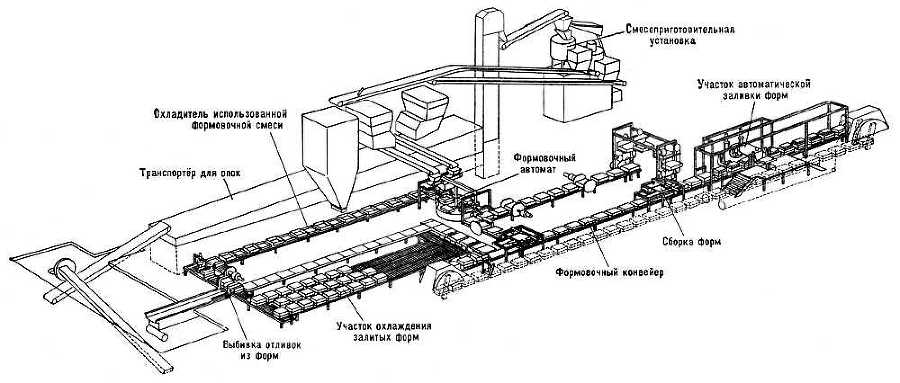
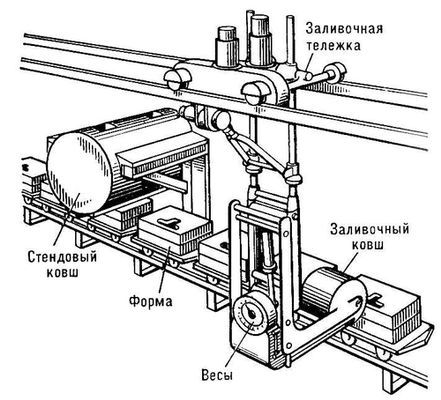
Механизация и автоматизация литейного производства. Большинство технологических операций в Л. п. очень трудоёмко, протекает при высокой температуре с выделением газов и кварцесодержащей пыли. Для уменьшения трудоёмкости и создания нормальных санитарно-гигиенических условий труда в литейных цехах применяют различные средства механизации и автоматизации технологических процессов и транспортных операций. Внедрение механизации в Л. п. относится к середине 20 в. Тогда для приготовления формовочных материалов начали использовать бегуны, сита, рыхлители, а для очистки отливок — пескоструйные аппараты. Были созданы простейшие формовочные машины с ручной набивкой форм, позднее стали применять гидравлические прессы. В 20-х гг. появились и быстро распространились пневматические встряхивающие формовочные машины. На каждой технологической операции стремились заменить ручной труд машинным: совершенствовались оборудование для изготовления форм и стержней, устройства для выбивки и очистки отливок, механизировалась транспортировка материалов и готовых отливок, были внедрены конвейеры, разработаны методы поточного производства. Дальнейший рост механизации Л. п. выражается в создании новых усовершенствованных машин, литейных автоматов и автоматических литейных линий, в организации комплексно-автоматизированных участков и цехов. Наиболее трудоёмкие операции при производстве отливок — формовка, изготовление стержней и очистка готовых отливок. На этих участках литейных цехов в наибольшей степени механизированы и частично автоматизированы технологические операции. Особенно эффективно внедрение в Л. п. комплексной механизации и автоматизации. Перспективными являются автоматические линии формовки, сборки и заливки форм сплавом с охлаждением отливок и их выбивкой. Например, на линии системы Бюрер — Фишер (Швейцария) (рис. 3) изготовление форм, заливка их сплавом и выбивка отливок из форм автоматизированы. Успешно работает установка для автоматической заливки форм сплавом на непрерывно движущемся конвейере (рис. 4). Масса жидкого сплава для заполнения форм контролируется электронным аппаратом, учитывающим металлоёмкость определённой формы. Установка снабжена автоматической смесеприготовительной системой, контроль качества формовочной смеси и регулирование смесеприготовления осуществляются автоматическим устройством (системы «Молдабилити-контроллер», Швейцария).
Для финишных операций (очистки и зачистки отливок) применяют проходные барабаны непрерывного действия с дробемётными аппаратами. Крупные отливки очищают в камерах непрерывного действия, вдоль которых отливки передвигаются на замкнутом транспортёре. Созданы автоматические очистные камеры для отливок, имеющих сложные полости. Например, фирмой «Омко-Нангборн» (США — Япония) разработана камера типа «Робот». Каждая такая камера представляет собой независимый механизм для транспортировки отливок, который работает автоматически, выполняя команды, поступающие от так называемых модулей управления, расставленных на монорельсовой транспортной системе. В зоне очистки по заранее заданной программе с оптимальной скоростью вращается подвеска, на которую автоматически навешивается отливка. Двери камеры открываются и закрываются автоматически.
При массовом производстве предварительная (черновая) зачистка отливок (обдирка) осуществляется в литейных цехах. Во время этой операции также подготавливаются базы для механической обработки отливок на автоматических линиях в механических цехах. Заключительные операции могут производиться и на автоматических линиях. На рис. 5 показана автоматическая линия японской фирмы «Норитакэ» для зачистки блоков цилиндров автомобиля. Такая линия позволяет обработать 120 блоков за 1 ч.
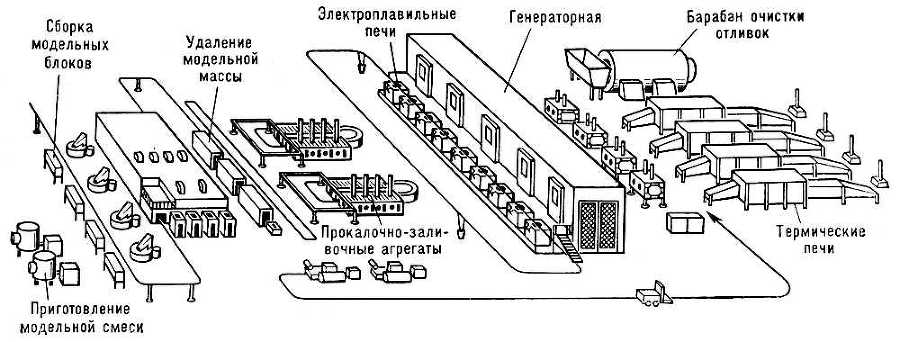
Возможности механизации и автоматизации Л. п. особенно возросли после разработки принципиально новых технологических процессов литья, например изготовление оболочковых форм, или Кронинг-процесс (40-е гг., ФРГ), изготовление стержней отверждением в холодных стержневых ящиках (50-е гг., Великобритания), изготовление стержней с отверждением их в горячих стержневых ящиках (60-е гг., Франция). Еще в 40-е гг. в промышленности начали применять метод изготовления отливок высокой точности по выплавляемым моделям. За относительно короткий срок все технологические операции процесса были механизированы. В СССР создано комплексно-автоматизированное производство литья по выплавляемым моделям с выпуском 2500 т мелких отливок в год (рис. 6).
Лит.: Нехендзи Ю. А., Стальное литье, М., 1948; Гиршович Н. Г., Чугунное литье, Л. — М., 1949; Фанталов Л. И., Основы проектирования литейных цехов, М., 1953; Рубцов Н. Н., Специальные виды литья, М., 1955; его же, История литейного производства в СССР, 2 изд., ч. 1, М., 1962; Аксенов П. Н., Технология литейного производства, М., 1957; его же, Оборудование литейных цехов, М., 1968.
Д. П. Иванов, В. Н. Иванов.
Рис. 6. Комплексно-автоматизированный цех литья по выплавляемым моделям с годовым выпуском 2500 т отливок в год.
Рис. 3. Автоматическая линия системы Бюрер — Фишер (Швейцария) для изготовления форм, заливки их сплавом и выбивки готовых отливок.
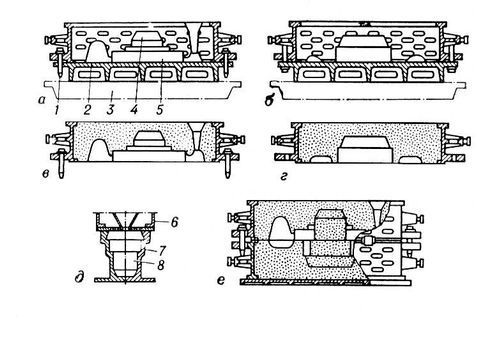
Рис. 1. Основные элементы литейной оснастки при получении отливки в разовой форме: а и б — модельный комплект верхней и нижней полуформы с опокой; в и г — верхняя и нижняя заформованные опоки; д — формовка стержневого ящика; е — литейная форма, подготовленная к заливке; 1 — направляющий штырь; 2 — подмодельная плита; 3 — стол формовочной машины; 4 — стержневой знак; 5 — модель; 6 — головка пескострельной машины; 7 — стержневой ящик; 8 — стержень.
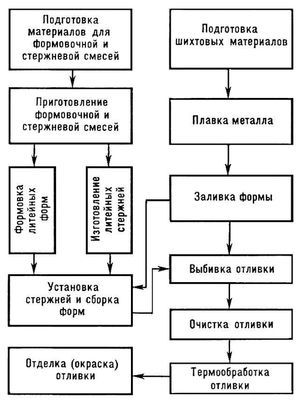
Рис. 2. Основы операции технологического процесса получения отливки в песчаной форме.
Рис. 4. Установка для автоматической заливки форм на конвейере завода Г. Фишер (Швейцария).
Рис. 5. Автоматическая линия зачистки блока цилиндров со шлифовальными агрегатами (фирма «Норитакэ», Япония).
«Литейное производство»
«Лите'йное произво'дство», ежемесячный научно-технический и производственный журнал, орган министерства станкостроительной и инструментальной промышленности СССР и Научно-технического общества машиностроительной промышленности. В 1930—41 выходил под названием «Литейное дело»; с 1941 по ноябрь 1949 не издавался; в дальнейшем выходит под названием «Л. п.». Освещает вопросы теории и практики литейного производства, пропагандирует передовой опыт советских предприятий в области получения высококачественных литейных сплавов, высокопроизводительных технологических процессов производства отливок, комплексной механизации, автоматизации, организации и экономики литейного производства, знакомит с достижениями зарубежного литейного производства. Тираж (1973) 14 тыс. экз. Печатается (полный перевод) в Великобритании под названием «Russian Casting Production» (Birmingham, с 1961).
Литейный автомат
Лите'йный автома'т, предназначен для выполнения определённой технологической операции или комплекса операций в литейном производстве по заданной программе. Л. а. позволяют повысить производительность труда и обеспечивают высокий уровень стабильности качества продукции. Созданы Л. а. для приготовления и регенерации формовочных и стержневых смесей, изготовления форм и стержней, заливки форм и их выбивки, очистки отливок и т. д. Л. а. широко используются при получении отливок из цветных сплавов методом литья под давлением. Наибольшее распространение получили Л. а. в крупных литейных цехах массового производства.