В качестве заготовок используют ленту, полосу, лист. Штампуют обычно холодные заготовки. При малой пластичности материала или при недостаточной мощности оборудования штампуют горячие заготовки. Основные операции Л. ш. — разделительные и формоизменяющие. В результате разделительных операций деформируемая часть заготовки разделяется при сдвиге материала по заданному контуру; к ним относятся отрезка, разрезка, вырубка, пробивка, проколка, обрезка, надрезка и зачистка. В формоизменяющих операциях деформированная часть заготовки изменяет свои формы и размеры, материал перемещается без разрушения; к ним относятся гибка, скручивание, навивка, раздача, обжим, отбортовка, вытяжка, рельефная формовка и др.
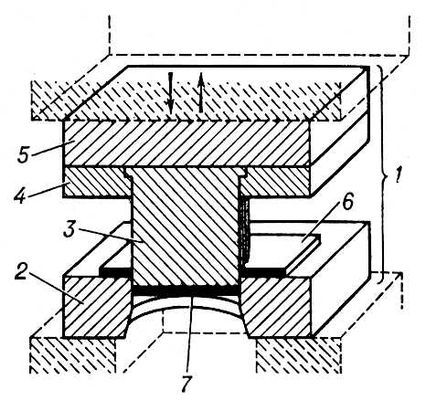
Л. ш. осуществляют в штампах, состоящих, как правило, из неподвижной и подвижной половин, несущих рабочие части (матрицу и пуансон), при сближении которых помещенная между ними заготовка деформируется (рис.). Половины штампов закреплены в прессе. Неподвижная половина — на столе, подвижная — в ползуне (исполнительном механизме). Рабочие части штампов изготовляют из инструментальных сталей; при мелкосерийной штамповке деталей из алюминия и др. мягких материалов применяют различные заменители (пластмассы, прессованную древесину и др.).
Для удешевления производства при малом объёме Л. ш. деталей (особенно крупногабаритных) матрицу изготовляют из чугуна, стали или бетона, а пуансон заменяют водой или др. жидкостью, находящейся в контейнере, расположенном на матрице над заготовкой. В результате взрыва порохового заряда в воде создаётся давление на листовую заготовку и происходит её деформация по форме матрицы. Этот метод назван взрывным штампованием. Используют также электрический разряд, действие которого на воду передаётся заготовке, — метод электролитической штамповки. Заготовки можно штамповать в штампе, который имеет одну рабочую часть (матрицу или пуансон). В этом случае для создания давления на заготовку используют разряд высоковольтных конденсаторов, в результате которого создаётся мощное быстроменяющееся магнитное поле, — метод электромагнитной штамповки (см. Кузнечно-штамповочное производство).
Точность деталей, полученных Л. ш. (по большинству операций), оценивается 3—4-м классом, отдельные операции — зачистка, специальные приёмы вырубки и пробивки, вытяжка с утонением, калибровка обеспечивают 2-й класс. При холодной Л. ш. качество поверхности листовых заготовок в большинстве случаев сохраняется, поэтому при штамповке из холоднокатаных материалов чистота поверхностей деталей — 6—8-го класса. Удельная прочность, характерная для заготовок из проката, после Л. ш. не понижается, а, напротив, в результате некоторых формоизменяющих операций вследствие сопутствующего им упрочнения материала повышается.
Стоимость деталей в основном слагается из стоимости материала и издержек на их изготовление. При Л. ш. стоимость металлов в среднем составляет 80—85%, а издержки на изготовление — 15—20%. Разнообразие методов штамповки, применение различных по конструкции штампов (специальных и универсальных) и использование соответствующих материалов для их изготовления обеспечивают рентабельное производство одних и тех же деталей Л. ш. при любом объёме выпуска. Л. ш. — высокопроизводительный процесс, например на прессах с усилием 1 Мн (100 тс) при работе с ручной подачей заготовок из ленты часовая производительность составляет 600—800 деталей, а с валковой подачей — 3000—4000 и более.
Т. о., Л. ш. обеспечивает сведение сложных процессов производства к более простым (удары пресса), стабильную точность штампуемых деталей, изготовление деталей небольшим числом операций и переходов, низкие издержки производства, сохранение и в отд. случаях увеличение удельной прочности материала заготовки, низкую стоимость инструмента-штампа. Методами Л. ш. получают детали и готовые изделия для многих отраслей народного хозяйства: приборостроения и судостроения, автомобильной и авиационной промышленности, часового производства и т. д.
Для дальнейшего совершенствования Л. ш. необходимы: более полная механизация и автоматизация мелкосерийного производства, применение автоматических линий прессов в массовом производстве, повышение стойкости и быстросменности штампов, повышение эффективности использования прессового оборудования, увеличение скорости деформирования в формообразующих операциях, снижение расхода металла.
Лит. : Мещерин В. Т., Листовая штамповка. Атлас схем, 2 изд., М., 1958; Исаченков Е. И., Штамповка резиной и жидкостью, 2 изд., М., 1967.
В. Т. Мещерин.
Схема установки заготовки при листовой штамповке в вырубном штампе: 1 — штамп; 2 — матрица; 3 — пуансон; 4 — пуансонодержатель; 5 — верхняя плита; 6 — заготовка; 7 — вырубленная деталь.
Листовая щель
Листова'я щель, листовая брешь, лакуна, прорыв в центральном цилиндре (стели) стебля растения в месте отхождения в лист проводящих пучков; образуется над отходящим из стели листовым следом. Особенно заметны Л. щ. в стеблях растений, у которых проводящая система междоузлий образует сплошной цилиндр. Л. щ. тем шире, чем крупнее листья; особенно велики Л. щ. у папоротников. Если лист имеет несколько листовых следов, то они чаще входят в стебель раздельно (трёх- и многолакунные узлы), реже сближаются, образуя одну Л. щ.
Листовёртки
Листовёртки (Tortricidae), семейство бабочек. Крылья в размахе 1—3 см, передние — различной окраски, задние — серые. Хоботок развит слабо, но бабочки могут сосать соки растений или воду. Гусеницы живут скрытно в листьях, свёрнутых трубочкой или комком и скрепленных шелковинкой; питаясь, часто протачивают ходы в почках, молодых побегах, цветках, коре, плодах и семенах растений. Окукливаются в местах питания, в подстилке и почве. Зимуют в той или иной стадии (строго определённой для каждого вида Л.).
Известно около 5000 видов. Распространены по всему земному шару; наиболее разнообразны в тропических лесах Азии. В СССР свыше 1200 видов, в том числе более 300 вредных. Особенно большой вред плодоводству, лесному и сельскому хозяйству наносят плодожорки. Винограду вредит гроздевая Л. (Polychrosis botrana), дубу — зелёная Л. (Tortrix viridana), хвойным — побеговьюны (из родов Rhyacionia, Petrova и др.).
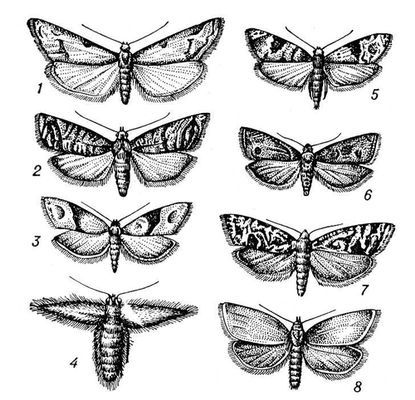
Листовёртки: 1 — заморозковая, самец; 2 — яблонная плодожорка; 3 — виноградная; 4 — заморозковая, самка; 5 — гроздевая; 6 — сливовая плодожорка; 7 — побеговьюн зимующий; 8 — зелёная.
Листовка (ботан.)
Листо'вка (folliculus) (ботан.), сухой, одногнёздный многосемянный плод, образованный одним плодолистиком и вскрывающийся по брюшному шву. Семена располагаются вдоль брюшного шва, по краям плодолистика. Л. характерна для магнолиевых (магнолия и др.), лютиковых (калужница, водосбор, аконит, живокость), некоторых розоцветных (физокарпус и др.). Простейшая Л. напоминает лист, как бы сложенный вдоль пополам (отсюда название); верхняя его часть соответствует рыльцу, черешок — ножке. Иногда большое число Л. расположено спирально на оси цветка (например, у магнолии). Такой сборный плод называется многолистовкой. Из Л. сформировались другие типы плодов: при уменьшении числа семян до одного — орешек, при изменении способа раскрывания — боб.
Листовка (печатный листок)
Листо'вка, печатный листок с текстом (изображением) агитационно-политического или информационного характера. Л. отличают актуальность содержания, сравнительно большой тираж, оперативность выпуска и распространения, кратковременность использования. Может содержать как оригинальный текст (воззвания, объявления и т. п.), так и перепечатки (официальные документы, художественные произведения и пр.).