М. с. с числовым программным управлением. Числовое программное управление (ЧПУ) М. с. экономически выгодно в серийном производстве, где происходит сравнительно частая смена обрабатываемых изделий, а также при производстве крупногабаритных деталей и деталей с криволинейными профилями и поверхностями. ЧПУ позволяет автоматизировать процессы подготовки производства и обработки, быстро производить переналадку станка. В М. с. с ЧПУ информация о необходимых перемещениях режущих инструментов относительно заготовки сообщается механизмам управления М. с. в виде закодированной программы, представляющей собой условную систему числовых обозначений. Эта программа вводится в считывающее устройство М. с., которое преобразует её в соответствующие командные импульсы (электрические сигналы), а они при помощи механизмов управления передаются на исполнительные органы М. с. (суппорты, салазки, столы и т.п.). Все действия, выполняемые узлами М. с. по сигналам системы ЧПУ, разделяются на две группы: включения и выключения для изменения режимов резания, смены действующих режущих инструментов и т.п.; перемещения исполнительных органов.
Системы ЧПУ, применяемые в М. с., классифицируются: по назначению — для позиционного, ступенчатого и функционального управления; по числу потоков информации — разомкнутые, замкнутые и самонастраивающиеся; по виду программоносителя — внутренние (панели с переключателями, штеккерные и кнопочные панели и др.) и внешние (перфорированные карты и ленты, магнитные ленты, киноленты и др.); по принципу ограничения перемещений исполнительных органов — импульсные, аналоговые, путевые, временные, на схемах совпадения; по физическому принципу контроля перемещений исполнительных органов — с механическими, оптическими, электрическими и смешанными измерительными устройствами. Применяется также цикловая система программного управления, при которой программируются (полностью или частично) цикл работы М. с., режимы обработки и смена инструмента.
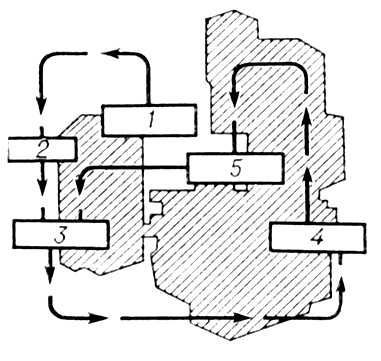
Системы ЧПУ М. с. состоят обычно из следующих основных автоматических элементов (рис. 4 ): устройство для ввода программы — «читает» программу и преобразовывает её в сигналы управления; промежуточная «память» — «запоминает» и в течение необходимого времени хранит полученные сигналы управления; сравнивающее устройство (узел активного контроля) — при помощи системы обратной связи сопоставляет перемещения, заданные программой и фактически реализованные М. с. (при обнаружении разницы вырабатывает дополнительный сигнал для исправления ошибки); исполнительный механизм, который реализует через соответствующие приводы (гидроцилиндры, винтовые пары, шаговые двигатели и др.) полученные сигналы управления в необходимые перемещения исполнительных органов М. с.
Лит.: Машиностроение. Энциклопедический справочник, т. 9, М., 1949; Шувалов Ю. А., Веденский В. А., Металлорежущие станки, 2 изд., М., 1959; 3агорский Ф. Н., Очерки по истории металлорежущих станков до середины XIX века, М. — Л., 1960; Металлорежущие станки, под ред. Н. С. Ачеркана, т. 1—2, М., 1965; Агурский М. С., Вульфсон И. А., Ратмиров В. А., Числовое программное управление станками, М., 1966; Шаумян Г. А., Кузнецов М. М., Волчкевич Л. И., Автоматизация производственных процессов, М., 1967; Резание конструкционных материалов, режущие инструменты и станки, М., 1967; Проников А. С., Расчёт и конструирование металлорежущих станков, 2 изд., М., 1967; Кучер И. М., Металлорежущие станки, 2 изд., Л., 1969; Самоподнастраивающиеся станки, [Сб. ст.1, под ред. Б. С. Балакшина, 3 изд., М., 1970; Налчан А. Г. (сост.), Металлорежущие станки, М., 1970; Металлорежущие станки, М., 1970; Ратмиров В. А., Сиротенко А. П., Гаевский Ю. С., Самонастраивающиеся системы управления станками, М., 1971; Технологическая надёжность станков, М., 1971; Детали и механизмы металлорежущих станков, под ред. Д. Н. Решетова, т. 1—2, М., 1972.
Д. Л. Юдин.
Рис. 3р. Основные типы металлорежущих станков. Токарный восьмишпиндельный автомат (1К282).
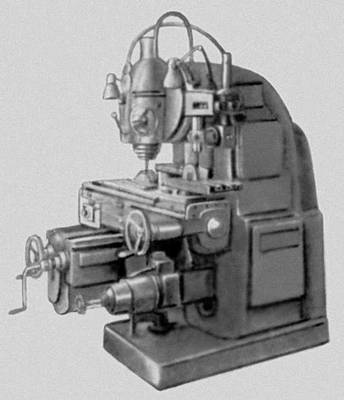
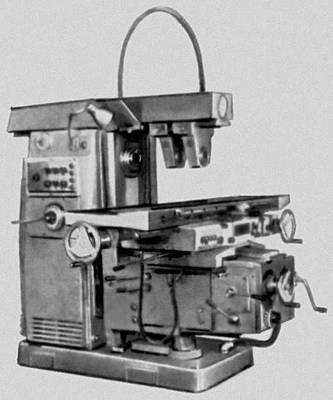
Рис. 3с. Основные типы металлорежущих станков. Вертикально-фрезерный станок с копировальным устройством (6Н12К).
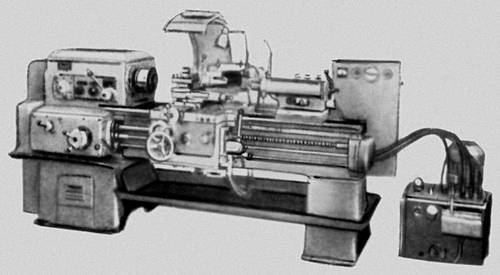
Рис. 3з. Основные типы металлорежущих станков. Универсальный токарно-винторезный станок с автоматическим циклом (1K62A).
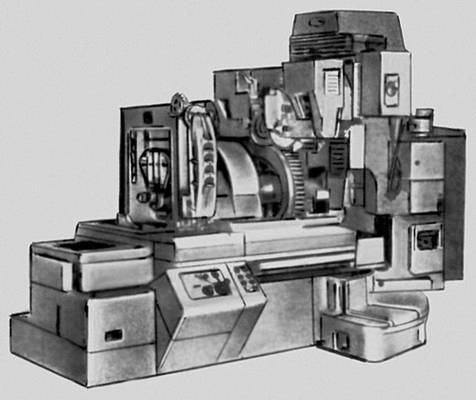
Рис. 3а. Основные типы металлорежущих станков. Зубошлифовальный станок (5853).
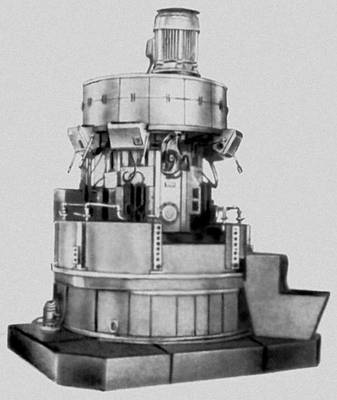
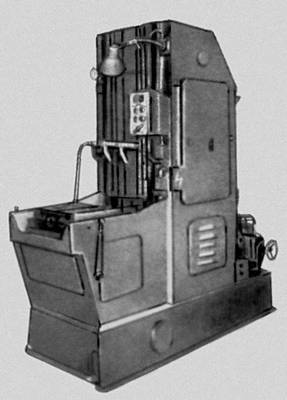
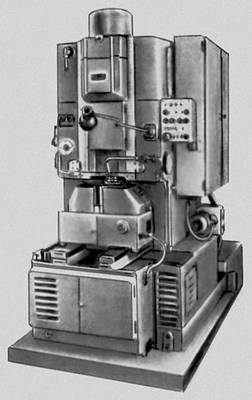
Рис. 3в. Основные типы металлорежущих станков. Хонинговальный вертикальный одношпиндельный станок (ЗБ833).
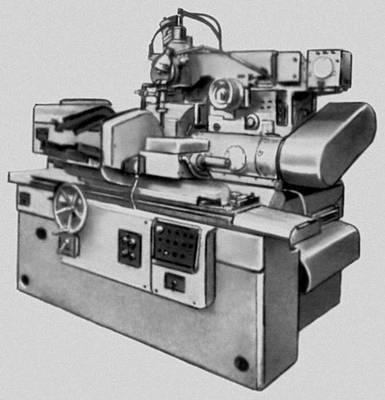
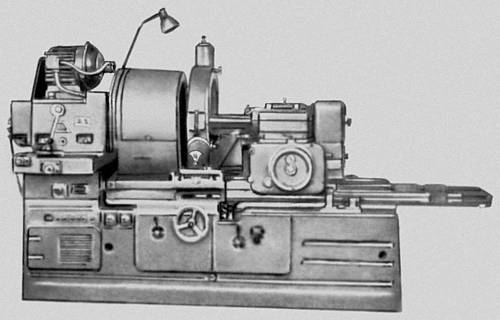
Рис. 3м. Основные типы металлорежущих станков. Круглошлифовальный автомат (3К161).
Рис. 3п. Основные типы металлорежущих станков. Вертикально-протяжной станок (7Б705).
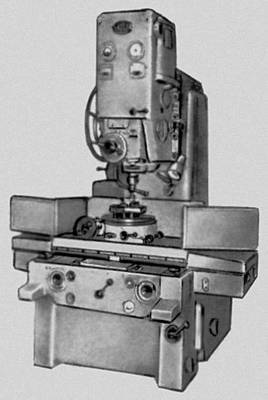
Рис. 3д. Основные типы металлорежущих станков. Координатно-расточный станок (2B440).
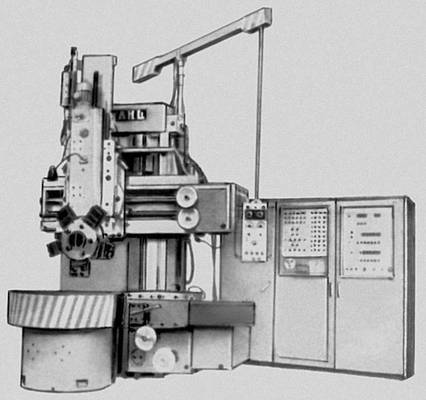
Рис. 3ж. Основные типы металлорежущих станков. Токарно-карусельный одностоечный станок с числовым программным управлением (1512Ф2).
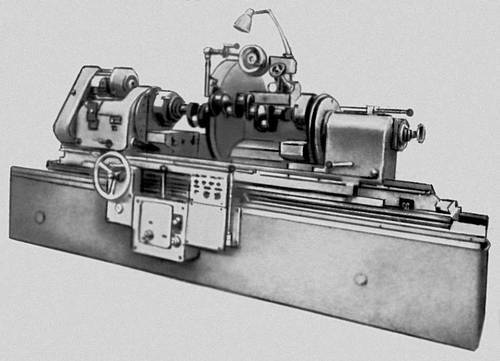
Рис. 3г. Основные типы металлорежущих станков. Станок для перешлифовки шатунных и коренных шеек коленчатых валов (3А423).
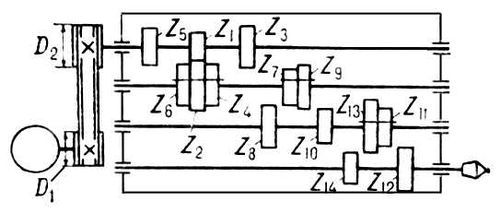
Рис. 2. Кинематическая схема главного привода токарного станка.
Рис. 3к. Основные типы металлорежущих станков Зубодолбёжный полуавтомат (5122).
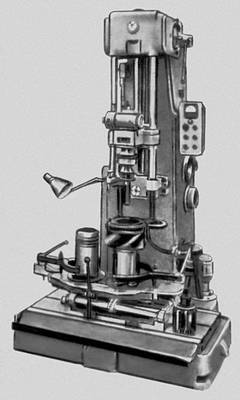
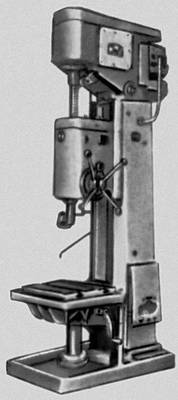
Рис. 3н. Основные типы металлорежущих станков. Вертикально-сверлильный станок (2A135).
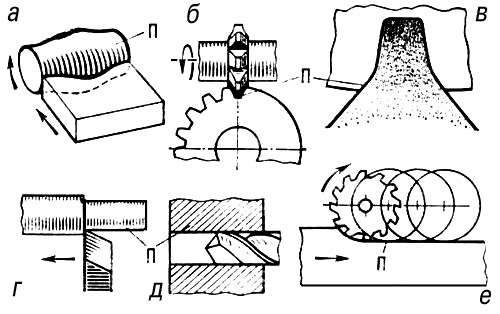
Рис. 1. Воспроизведения производящих линий методом: а, б — копирования; в — огибания (обката); г, д — следа; е — касания; П — производящая линия.
Рис. 3б. Основные типы металлорежущих станков. Зубострогальный полуавтомат (5А250П).
Рис. 4. Структурная схема цифрового программного управления металлорежущего станка: 1 — устройство для ввода программы; 2 — промежуточная «память»; 3 — сравнивающее устройство; 4 — исполнительный механизм; 5 — узел обратной связи (активного контроля).
Рис. 3л. Основные типы металлорежущих станков. Внутришлифовальный станок (3260).
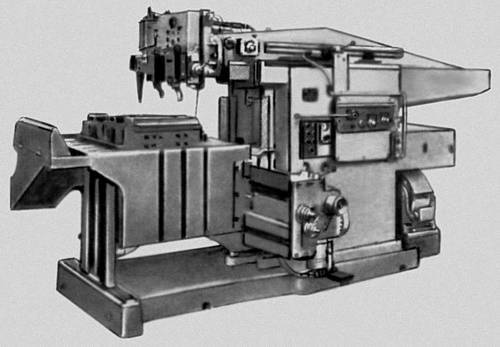
Рис. 3о. Основные типы металлорежущих станков. Копировальный поперечно-строгальный станок (ГД-21).
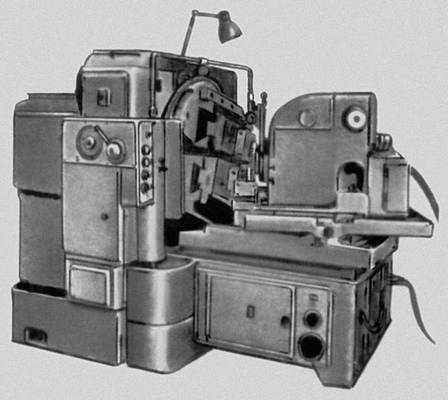
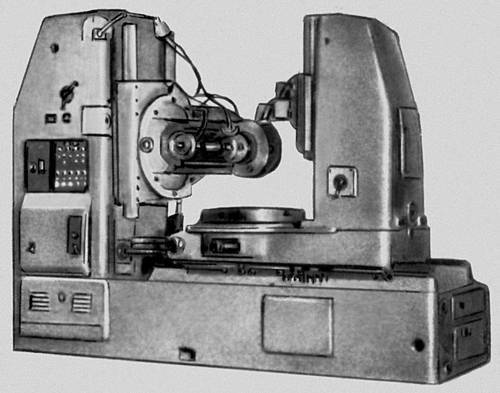
Рис. 3и. Основные типы металлорежущих станков. Зубофрезерный станок (5K328A).
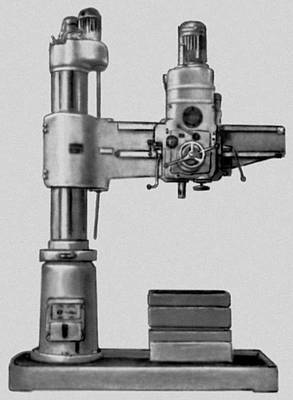
Рис. 3е. Основные типы металлорежущих станков. Радиально-сверлильный станок (2A53).