Формат работы был такой: «Северсталь» законтрактовала консультантов-японцев на шесть месяцев. Четыре внешних консультанта все это время жили и работали в Череповце. Под них компания выделила девять освобожденных внутренних консультантов со стопроцентным отвлечением – от рабочего до старшего мастера. Эти консультанты, в свою очередь, выучили 61 менеджера по непрерывному улучшению работы во всех 34 цехах завода.
На этом этапе «Северстали» показалось, что задача выполнена – они взяли от консультантов все, что могли, и компания ушла от внешнего сопровождения, начав двигаться своим путем. Но за столь короткий срок производственная система на заводе привиться не успела, начались торможения. Компании пришлось возвращаться и как будто бы заново делать шаги в этом направлении.
Мы сделали для себя вывод, что не стоит обольщаться первыми успехами и не надо торопиться надеяться только на себя. Это сильно пригодилось нам в будущем.
2. Основы системы
Расскажу теперь немного о самой сути производственных систем на примере TPS – одной из крупнейших и самых успешных в мире. По крайней мере, практически все производственные системы и Запада, и Востока ориентированы именно на нее с точки зрения базовых основ. Расскажу своими словами, как я ее понимаю. Допускаю, что это может не совпасть с классическими формулировками ее основателей. Да простят они меня за это. Хотелось бы, чтобы читатели для начала получили общее представление, которое будет постепенно расширяться в каждой главе.
Toyota Production System (TPS) – это не только сводная техника рационализации изготовления изделий, относящаяся ко всем областям производства. Это еще и мышление, основанное на принципе уважения к человеческому труду и последовательного устранения всех видов потерь (кайдзен).
Кайдзен – это японская философия и практика одновременно. Кайдзен предполагает непрерывную последовательную деятельность по улучшению всех процессов, причем приоритетом является не совершенствование оборудования.
Кайдзен не является задачей выделенных специалистов, а должен осуществляться всеми сотрудниками и руководителями на своих рабочих местах. На практике кайдзенами называют конкретные улучшения – у нас это ППУ (предложения по улучшениям), их подают конкретные люди.
Важно, что непрерывное совершенствование воспринимается как способность двигаться вперед к новому желаемому состоянию через неясную в начале, непредсказуемую траекторию, внимательно воспринимая фактические условия и реагируя на них. Отсюда вытекает понимание о трех состояниях производственного процесса.
Текущее состояние – то, что происходит в данный момент.
Идеальное состояние – производство с самым высоким качеством, самой низкой себестоимостью и самым быстрым выполнением заказа. Идея поиска такого идеального потока вошла в название нашей книги.
Целевое состояние – то, которое может быть достигнуто к определенному времени в рамках реализации проекта, направленного на улучшение производственного процесса.
Каждый новый проектный цикл предполагает определение нового целевого состояния с четко определенными сроками и показателями как количественными, так и качественными.
Считается, что основные принципы производственной системы разрабатывались с момента основания компании Toyota в начале XX века, когда Сакити Тоёда занимался производством автоматических ткацких станков. Он изобрел устройство, которое останавливало работу станка в случае возникновения нештатной ситуации, это позволяло оборудованию работать автономно – без постоянного контроля со стороны рабочих – и открывало путь к многостаночности. Это изобретение стало основой принципа «дзидока» (умная автоматизация).
Позже появился второй основной принцип, его предложил Тайити Оно – «точно вовремя», означающий, что для быстрого реагирования на изменения и повышения эффективности управления производством изготавливаются и перемещаются только необходимые детали в необходимый момент времени и ровно в необходимом количестве по запросу или требованию от последующего процесса. Обязательным условием для выполнения принципа «точно вовремя» является выравнивание (продаж, заказов и самого производства).
Три направления развития для принципа «точно вовремя»:
ВО-ПЕРВЫХ, это создание тянуще-восполняющей системы, при которой следующий процесс «вытягивает» с предыдущего необходимые комплектующие, а предыдущий процесс производит ровно столько, сколько было вытянуто.
ВО-ВТОРЫХ, соблюдение времени такта (времени, за которое нужно производить одну деталь или одно готовое изделие), что позволяет избежать как недостаточного производства, так и перепроизводства.
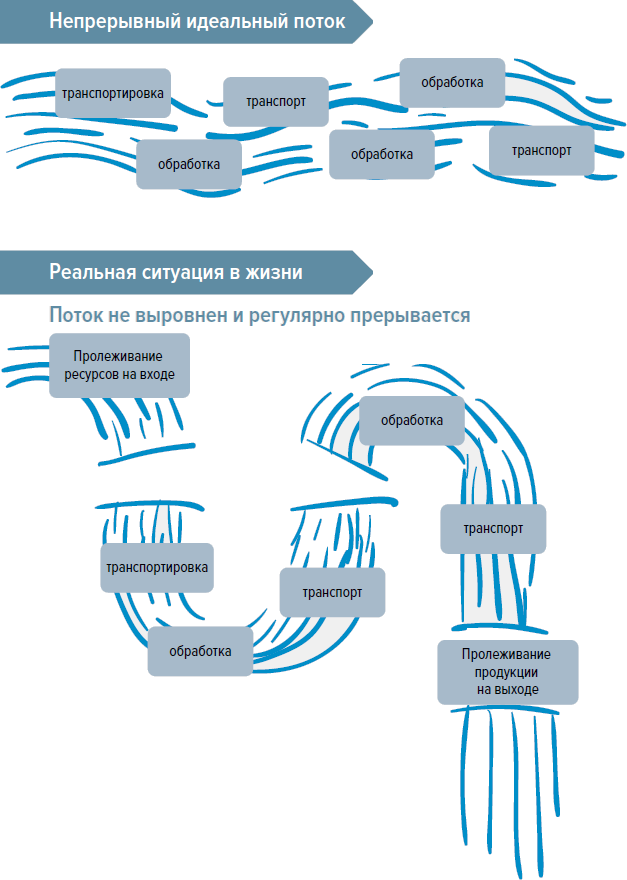
И В-ТРЕТЬИХ, это создание непрерывного потока – устранение задержек изделий на операциях и между операциями.
Понятие «натянутая нить потока» означает, что изделие в процессе производства всегда находится в движении:
– перевозится;
– находится в руках станочника;
– обрабатывается;
– снимается со станка;
– опять едет дальше.
Так и человек, который работает над этим изделием, должен работать все время, а не стоять как охранник у станка. Если человек, машина или изделие стоят, то нить потока расслабляется, и эту проблему нужно немедленно решать. «Оперативный кайдзен» – это быстрое решение проблем приводит опять к натягиванию нити потока.
Поток – это вообще очень интересная (я бы даже сказал, сакральная) тема, одна из главных идей производственной системы. Смысл в том, что любой производственный процесс, любой бизнес-процесс должен течь как река. В главный поток впадают притоки, в них – более мелкие ручейки, и все это должно двигаться плавно и непрерывно. Представьте себе реку – разорванную. Вот так прямо картинку представьте себе: вот здесь течет, а вот здесь стоит (см. рис.). Такого быть не должно! Ничто и нигде не должно создавать препятствий для плавного хода потока – течения производственного процесса (именно это – идеальное состояние потока).
Не надо, кстати, думать, что эту логику придумали японцы. Считается, что поточное производство началось с фордовских конвейеров, но если углубиться в историю, мы увидим, что человечество всегда интуитивно к этому стремилось.
Первым потоком вообще можно считать производство деревянных колесниц в Древнем Риме. Голландия стала великой морской и торговой державой благодаря поточному производству кораблей. Те, у кого был поток, всегда обгоняли всех конкурентов и становились великими государствами.
Было все это и в Советском Союзе. Прообраз производственной системы зарождался еще в период НЭПа. Во время Великой Отечественной войны были удивительные примеры поточной работы, затем всплеск научной организации труда в 60-е годы (я дальше буду об этом достаточно подробно рассказывать). К сожалению, потом это все было формализовано, мы многое утратили, забыли.
Производственная система – поток
А Toyota опыт СССР активно использовала, они этого и не скрывают. А параллельно развивалась западная система Lean (от англ. lean production, lean manufacturing – «стройное производство»), которая взяла свое начало в TPS, но потом пошла более прагматичным, формализованным, шаблонированным путем. На Западе считают, что если технология «оптимальная» (всех устраивает на данном этапе), то ее трогать не надо. Японцы все же более гибкие, они говорят: «Трогать надо, причем все время». Потому что надо все время улучшать.
* * *
Теперь давайте посмотрим, что же означает на практике внедрение производственной системы по-японски, по-тойотовски, как нас учил Н. Хаяси. Toyota ставила цель, чтобы Производственная система Росатома была один в один Toyota Production System. Разберем подробно, как работают два столпа: «точно вовремя» и «дзидока» – умная автоматизация, или автономизация (в специальной литературе это переводится по-разному).