Рабочие и инженеры совместно с учеными взялись за улучшение техники судостроения. И был произведен настоящий переворот. А натолкнул судостроителей на этот переворот новый способ постройки жилых домов. Прежде дома строили по кирпичику. Потом их стали собирать из готовых крупных блоков вместе с оконными рамами и другим оборудованием. Здание растет теперь, словно гриб, — не по дням, а по часам.
Примерно то же произошло и с постройкой судна.
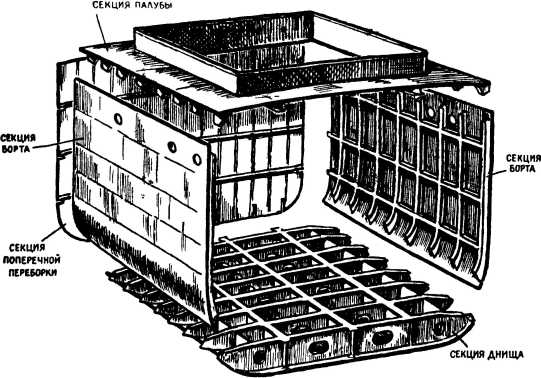
Разбивка корпуса парохода на секции.
Как бы разбить днище, борта и палубы судна на большие куски — секции? Как бы эти секции изготовлять заранее в цехе в удобных условиях, а потом быстро собирать из них на стапеле корпус? Так и сделали. Затем секции стали объединять в более крупные куски — блоки. Блок — это уже полновесный кусок корпуса — от борта до борта и от днища до палубы.
Корпус собирают не из многих тысяч отдельных деталей и узлов, а из нескольких десятков секций и блоков. Для небольшого судна нужно изготовить только 5–6 блоков.
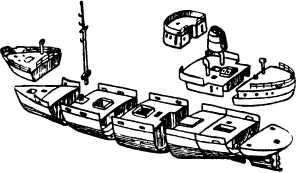
Схема деления небольшого судна на блоки.
А сами секции и блоки собирают и сваривают из отдельных деталей в укрытых от непогоды, просторных и утепленных пролетах цеха. От этого стали лучше и условия труда рабочих и качество работы.
Но вот секция собрана и сварена. Прежде чем отправить эту секцию на стапель, ее нужно испытать на водонепроницаемость. Чтобы убедиться в плотности сварных швов, их испытывают керосином. Керосин скорее других жидкостей найдет себе дорогу среди неплотностей шва. При испытании шов с одной стороны покрывают меловой краской, а с другой — густо смазывают керосином. Если шов неплотный, то керосин выступит с другой стороны шва темной полосой на меловой краске. Такой шов вырубают и снова заваривают. Может быть и такой случай: шов плотный, но внутри него имеются трещины, пустоты, раковины. Такой шов не может быть прочным, но обнаружить внутренние пороки керосин не может. В этом деле человеку помогают разные приборы. Прежде хорошим помощником в проверке качества сварных швов был рентгеновский аппарат. Он просвечивал шов так, как в поликлиниках просвечивают человека. Сейчас появились и более совершенные приборы. Один из таких приборов называется ультразвуковой дефектоскоп. По внешнему виду он совсем простой — в виде небольшого ящика с экраном на передней стенке. Но зато какую чудесную работу проделывает этот прибор! Он направляет в проверяемый шов ультразвуковые лучи-разведчики. Луч отражается от внутренней поверхности шва и возвращается к приемнику прибора. Если на пути луча-разведчика встретилась трещина, раковина или другой порок, рабочий контролер по изображению на экране определит, что это за порок и на какой глубине он залегает. Этот прибор тоже доверяют только рабочему со средним образованием.
Сваренные и испытанные секции и блоки на огромных платформах доставляют к стапелю. Когда там соберется достаточное их количество и освободится сам стапель, приступают к сборке корпуса судна.
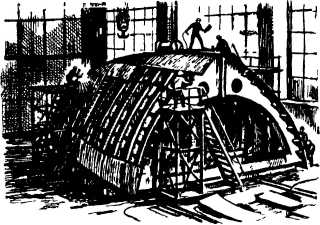
Изготовление блока в цеху.
Сборка корпуса из секций и блоков намного ускорила и работы на стапеле и достройку судна на плаву. Ведь секции и блоки подаются на стапель не пустыми. Их еще в цехе «начиняют» трубопроводами, вспомогательными механизмами, разными устройствами. А в блоках производят иногда даже оборудование и отделку помещений. Так что в секциях и блоках работают не только судосборщики и сварщики. Рядом с ними трудятся и рабочие других специальностей — судомонтажники, электромонтажники, столяры, маляры. На стапеле фронт работ расширяется еще больше. Здесь устанавливают крупное оборудование и выполняют те операции, которые нельзя было выполнить в цехе. А ведь раньше все это делалось уже на плаву, после спуска судна на воду. И что же получается? Раньше спускали на воду пустые стальные коробки, а теперь судно спускается почти готовым. Остаются отделка да испытания.
Большой переворот произошел и в монтажных работах на стапеле. Возьмем, к примеру, монтаж валопровода. Валопровод — это длинная линия валов, соединяющих двигатель парохода с гребным винтом. На крупных судах общая длина валопровода достигает 100 метров, а отдельных валов — 20 метров.
Еще недавно считали, что валопровод нельзя монтировать до спуска судна на воду. Почему же? Дело в том, что эта работа требует большой точности. Ведь оси валов, в том числе и ось вала двигателя, должны составлять одну совершенно прямую линию. Ось каждого вала не должна отклоняться от этой прямой даже на десятую долю миллиметра. От даже самого небольшого перекоса валы будут плохо вращаться в своих опорах-подшипниках и быстро изнашиваться. А от большого перекоса может быть и авария. Судостроители боялись того, что установят валопровод, а потом от большого напряжения и изгиба корпуса при спуске судна точность сборки линии валов нарушится. Вот эта боязнь и заставляла монтировать валопровод на плаву. И только после этого устанавливали главный двигатель. При таком способе надолго затягивались монтажные работы. Теперь же главный двигатель устанавливают на стапеле и одновременно с этим ведут монтаж валопровода еще до спуска.
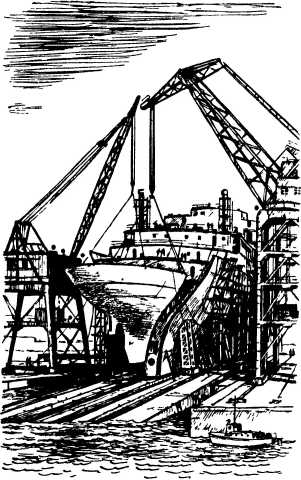
Сборка большого судна на стапеле.
Много сил и времени отнимает у судостроителей монтаж судовых трубопроводов. Мы уже знаем, как много вспомогательных механизмов имеется на пароходе. А от них по всем отсекам тянется множество труб. Если растянуть эти трубы в одну линию, получится длина в несколько десятков километров. Прежде трубы гнули вручную и с нагревом. Теперь эти работы механизированы. Ручную гибку труб заменили холодной на мощных станках. Судостроители придумали и новые, скоростные способы монтажа трубопроводов на самом пароходе.
Сколько времени уходило раньше на подгонку труб по месту их установки! Примерит рабочий трубу — не годится, и опять тащит обратно в цех, чтобы перегнуть или подрезать ее. Сколько таких бесцельных путешествий совершали рабочие — из цеха на судно и обратно! Теперь в цехах применяют специальные макеты. Это дает возможность сразу устанавливать заранее подогнанные по макету трубы на место.
Можно привести еще много примеров работы советских судостроителей по-новому. Сейчас крупные суда строят в два-три раза быстрее, чем до войны. Скорость постройки неудержимо растет и в наши дни. Например, построенный у нас первый дизель-электроход ушел в плавание через двадцать месяцев после закладки его на стапеле. А на постройку такого же электрохода затратили всего четырнадцать месяцев.
В этом большая заслуга не только рабочих.
Ведь в постройке и снаряжении современного судна участвуют десятки, а то и сотни заводов и фабрик. Со всех концов нашей страны присылали они на завод сталь и машины, мебель и трубы, лес и приборы. Все поступало точно в срок.
Без этого скоростное строительство было бы невозможно.
Химия проникает на судно
Наш век часто называют веком атомной энергии. Это верно, но недостаточно. Мы живем и в эпоху бурного развития химии. Здесь особенно велика роль химии полимеров. Химия полимеров! Именно в этой области химическая наука творит чудеса, превращая природный или попутные газы нефтерождений в разнообразные полимерные материалы — каучук, пластмассы, волокна… Этим выполняется требование сегодняшнего дня: заменить, где возможно, дефицитные и дорогостоящие изделия из металла и дерева более дешевыми и не менее прочными изделиями из химических продуктов.