Однако, самому-то загорелось!
* * *
Эта история имела растянутое по времени продолжение, про которое предельно вкратце.
Вспомнив кое-что читанное «там» и, кое-что своими ушами-глазами услышанное-увиденное – уже здесь, я принялся действовать. От имени грозного НКВД (к которому имел кое-какое отношение и, следовательно – вполне имел право от него говорить), я разослал по крупнейшим заводам и стройкам запрос на информацию по порче импортного оборудования. «Имидж» грозного учреждения подействовал и, вопреки обычной бюрократической волоките – ответы пришли практически незамедлительно.
Однако, да!
Купленное за границей за золото и валюту оборудование – зачастую приходит к заказчику разукомплектованным по дороге, а то и вовсе – в виде бесполезного железного хлама, годного разве что в переплавку.
Последовали ещё более грозные телеграммы:
– Никаких «переплавок» вплоть до обследования станков выездной комиссией от «Особого проектно-технического бюро № 007»!
«Выездная комиссия» состояла из трёх инженеров – недавно «откинувшихся по звонку» и, бывших не прочь подзаработать – уже вольнонаёмными, трудясь на «ОПТБ-007». Они приезжали на соответствующий завод, обследовали «останки» и, если станок или какое другое оборудование – подлежал «реанимации» методом отливки железобетонной станины, он приобретался «по остаточной» стоимости Ульяновским волостным Советом.
Чаще всего, эта «стоимость» соответствовала стоимости металлического лома или даже чуть меньше.
Конечно, какого-то особо фантастического прорыва в техническом оснащении создаваемой мной промышленной «империи» не произошло, но опытно-экспериментальный цех «ОПТБ-007», таким образом, я буквально за год-полтора – переоснастил по последнему слову западной техники, новейшими образцами импортных металлорежущих станков.
* * *
Однако, таким макаром далеко не уедешь. Хочешь, не хочешь, а если хочешь развиваться, если планируешь вместо кооперации кустарей-артельщиков создать промышленную империю – надо покупать новые станки и оборудование и, желательно – как можно более современное.
Здесь передо мною два пути, две дороги: заказывать через «Внешторг» за границей… Но из-за весьма относительной конвертации червонца и государственной монополии на внешнюю торговлю – это мало реализуемо, хотя и есть у меня на этот счёт кой-какие идейки. Но, про это чуть позже…
Второй путь более реалистичен – заказывать оборудование на советских предприятиях, более реалистичен – но имеет свои нюансы. Надо заранее смириться, что оно будет – навряд ли современным, априори – некачественным и…
Как бы ни на порядок – более дорогим!
Почему так? Ведь не надо платить пошлину и так далее…
Да, потому что!
Долго рассказывать, да и не нужно – все и без меня знают… А кто не знает – тому что-либо объяснять совершенно бесполезно.
Остаётся, что?
Правильно!
Попытаться подтянуть уровень советского станкостроения, хотя бы по отношению «цена-эффективность».
* * *
Сперва про цену.
В стоимости металлорежущего станка или пресса, изрядную долю составляет стоимость его станины. «Станина» и, есть – основа всего станка, подобно автомобильной раме – к которой, «навешивают» все прочие агрегаты, узлы и детали – направляющие, поперечины, хоботы, ползуны, плиты, столы, суппорты и так далее. Её конструкция зависит от предназначения самого станка, а от точности обработки станины при её изготовлении – будет зависеть точность работы всего устройства и, следовательно – точность изготовления самой детали.
Этот основной несущий неподвижный элемент, относительно которого все приводные механизмы производят свое вращательное либо линейное движение – чаще всего отливается целиком из серого чугуна или же сваривается из низкоуглеродистых сталей.
Рисунок 25. Литая станина металлообрабатывающего станка.
Однако, есть одна проблема!
Чугун после литья, в процессе остывания даёт усадку: его «скручивает» и «ломает», в нём возникает скрытые напряжения – с чем я вдоволь столкнулся во время литья сравнительно небольшого остова-каркаса для трактора «Мужик». Со станками – особенно высокоточными, всё ещё сложнее: всё вышеперечисленное – отрицательно влияет на их работу и на качество изготавливаемых на них деталях.
Хороший металлург – отливающий большую тонкую станину, вроде моего знакомого «Старика Хоттабыча» – был на вес золота, потому в отсутствии на заводе такого специалиста – приходилось чугунную отливку перед обработкой закапывать в землю на добрых полтора десятка лет.
Доводилось читать одну историю.
Московский завод «Красный пролетарий», выпускающий в том числе прецизионные станки – станины для них после отливки «топил» в специальном пруду, где они вылеживались от пяти до двадцати лет. За это время в чугуне происходил процесс ускоренного старения, естественный отпуск, исчезали внутренние напряжения и так далее…
В «лихие 90-е годы» завод потерял половину пруда, где лежали наиболее старые станины – которую засыпали под постройки. Кому-то потребовалась земля в престижном районе столицы для элитного жилья… Так вот: цена этих «чугуняк» – была многим больше стоимости возведенных над ними «пенхаузов» для «крутиков»!
Может я ошибаюсь – начитавшись в «Сети» всевозможной «чернухи», но к 20-м годам 21-го века – на Руси разучились отливать станины для станков и, найти новый российский станок на новой станине – стало практически невозможно. Реально брали старый «совковый» станок – чистили-красили, присобачивали на него новые направляющие и, типа – делали «новый» станок.
Однако, на этом трудности не кончаются!
Литьё и вылежка – лишь первый этап по изготовлению станины для металлорежущего станка. К ней прикручиваются болтами пара закалённых стальных направляющих – обеспечивающих требуемое взаимное расположение и возможность перемещения узлов, несущих инструмент и заготовку. Здесь крайне важно соблюсти точную координацию по осям, предельных норм допусков и шероховатости поверхностей.
Все эти операции – сулят станкостроителям столько головняка и геморра, что мама мне горюй!
Понятно, да?
Стоимость металлорежущего станка определяется стоимостью станины, а финансовые издержки при изготовлении той – многократно увеличивает время на неё потраченное.
Подытоживая вышесказанное, уверенно скажу: если я пойду традиционным путём всех попаданцев-прогрессоров – то не видать мне моего оборудования до самого морковкиного заговенья…
* * *
Теперь про эффективность.
Но сперва, для примера, вспомним-ка мы про историю электрификации промышленности в САСШ – идущую прямо сейчас полным ходом. Может, это поможет нам с вами кое-что просветить в этом вопросе…
С той поры, когда в конце 80-х годов прошлого века Томас Эдисон построил электростанции на Перл-стрит на Манхэттене и начал продавать электричество потребителям, а год спустя появились первые промышленные электромоторы – потенциал электричества казался очевидным. Однако даже сейчас – в 20-х годах 20-го века, даже в Америке – распространённость механизмов на электроприводе составляет менее пяти-десяти процентов… Большая часть мировой промышленности – до сих пор пребывает в веке пара.
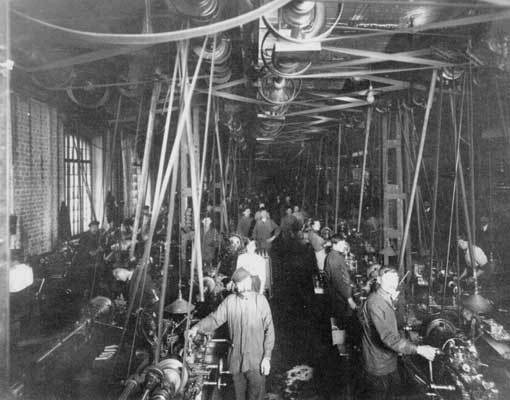
Рисунок 25. Цех завода конца 19-го, начала 20 века.
Почему так, спросите?
Причин три.
Первая – инертность человеческого мышления: фабрика на едином паровом двигателе – прямо-таки завораживает лишь одним своим видом и вызывает у наблюдателя какой-то «религиозный» экстаз перед ней. Только вообразите: громадный паровик толкает с превеликим шумом огромный поршень, который через стальной шатун размером в пару этажей – вращает центральный вал, проходящий через всю длину предприятия. Через передаточные механизмы и приводные ремни вращение передаётся станкам, молотам, прессам и прочим машинам. Часто завод или фабрика бывают двух- и трёхэтажными и тогда «архитектура» их цехов дополняется грандиозными «ременными башнями»…