На линии I работа проводится следующим образом. Бруски коробок, изготовленные в деревообрабатывающем цехе, поступают на тележке к двухпильному станку, на котором прорезаются гнезда под петли. На рабочем месте рабочий загоняет в прорезь полупетлю и крепит ее штифтами или шурупами, после чего бруски с шипами, смазанными клеем, собираются в коробку в сборочном станке. Собранные на клею и нагелях коробки поступают на двухцепный конвейер-накопитель, на котором происходит естественное отвердевание клея. По мере потребности с этого конвейера коробки передаются на линию по сборке блоков.
Линия II расположена под прямым углом к линии I и состоит из одноцепного напольного конвейера, перемещающего дверные полотна в вертикальном положении. Вдоль конвейера расположены рабочие места. На первых двух наживляют полупетли шурупами на полотне, на третьем рабочем месте окончательно завертывают шурупы шуруповертом, на четвертом – навешивают (вгоняют) полотна в коробку. Рабочий, занятый довертыванием шурупов, управляет педальными упорами, с помощью которых дверь устанавливают в нужном месте для выполнения рабочих операций.
Технические условия на изготовление дверей. Двери изготовляют в соответствии с ГОСТами и рабочими чертежами. Отклонения от номинальных размеров дверных блоков и сборочных единиц (полотна, коробки) должны соответствовать существующим нормативным документам.
На лицевых поверхностях полотен, коробок провесы деталей, не имеющих фасок в местах сопряжения, не допускаются. Двери повышенной влагостойкости изготовляют из древесины хвойных пород: сосны, ели, пихты, лиственницы и кедра. Применять древесину разных пород в дверном полотне или коробке не допускается, за исключением сосны, ели, пихты и кедра (под непрозрачную отделку).
Двери в основном изготовляют с непрозрачными покрытиями. Прозрачным покрытием отделывают двери, изготовленные из древесины твердых лиственных, хвойных и ценных пород, подобранной по качеству, цвету и текстуре.
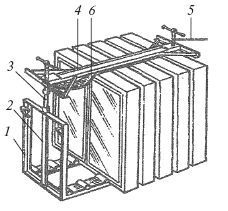
Приборы одного типа и назначения устанавливают в дверях на одном уровне. Перевозят двери и окна в контейнерах (рис. 111).
Рис. 111. Контейнер для перевозки оконных и дверных блоков: 1 – рама; 2 – стойка; 3 – выдвижная штанга; 4 – прижимная балка; 5 – зажимный винт; 6 – прорезиненная лента
При хранении и транспортировании столярных изделий их следует защищать от механических повреждений, загрязнения, увлажнения и прямых солнечных лучей.
3. Изготовление столярных перегородок и тамбуров
Столярные перегородки изготовляют в виде щитов по технологии, аналогичной технологии изготовления рамочных дверей.
Щиты столярных перегородок делают шириной 600, 1200 мм, высотой от 2300 мм и более, толщиной 54, 64, 74 мм. На стройку щиты поступают в собранном виде с филенками и переплетами.
В столярных перегородках устанавливают одинарные глухие (неоткрываемые) створки, фрамуги, которые служат для освещения одного помещения от световых проемов (окон) другого.
Филенку устанавливают в пазы брусков обвязки. Если по условиям эксплуатации требуется звуконепроницаемая перегородка, то делают более утолщенную обвязку, а филенку склеивают из твердых древесноволокнистых плит, прокладывая между ними мягкую древесноволокнистую или минераловатную плиту.
Перегородки собирают также из профильных досок толщиной 27–35 мм, шириной 64–140 мм в четверть или в паз и гребень. Доски изготовляют на предприятиях и поставляют на стройку погонажем либо в прирезанном виде.
Тамбур представляет собой деревянный каркас, к которому крепят щиты ограждений. В зависимости от нагрузок каркас тамбура делают из брусков сечением 44–54×74–94 мм.
Бруски поставляют на строительство погонажем влажностью до 18 %, а на строительстве их прирезают по месту. Щиты тамбура представляют собой рамки, облицованные с обеих сторон фанерой повышенной водостойкости или сверхтвердой древесноволокнистой плитой толщиной 6 или 8 мм со сплошным заполнением в середине деревянными рейками. Высота и ширина щитов зависят от размеров тамбура, толщина должна быть не менее 40 мм.
Щиты изготовляют по технологическому процессу, аналогичному процессу производства щитовых дверей.
Для тамбуров в общественных уникальных зданиях применяют щиты, облицованные шпоном из древесины ценных пород либо отделанные бумагой, имитирующей текстуру древесины ценных пород.
4. Изготовление встроенной мебели
Встроенные шкафы, антресоли состоят из дверных и антресольных блоков, боковых и промежуточных стенок, плинтуса, наличника, монтажного бруса.
Дверные и антресольные блоки (щитовые) изготовляют по технологическому процессу, аналогичному изготовлению дверей щитовой конструкции.
Полотно двери шкафа, антресоли обкладывают в паз и гребень деревянными обкладками, поливинилхлоридным профилем или облицовывают кромочным пластиком. Крепят обкладки на клею.
При изготовлении дверей шкафов из древесностружечной плиты последнюю раскраивают на круглопильных станках, после чего на кромках на фрезерном станке выбирают паз для крепления обкладок. Обкладки крепят в сборочных станках или хомутах. После выдержки, необходимой для схватывания клея, плоскости щитов дверей шлифуют на трехцилиндровом шлифовальном станке. Двери могут быть покрыты шпоном из древесины ценных пород или оклеены поливинилхлоридной пленкой, боковую щит-стенку делают из древесностружечной плиты и облицовывают шпоном из древесины ценных пород либо покрывают поливинилхлоридной пленкой.
Промежуточную стенку изготовляют из двух твердых древесноволокнистых плит, склеенных между собой сетчатыми сторонами внутрь. После склеивания необходимо выдержать плиты в течение суток уложенными в стопы в цехе при температуре 18–20 °C и относительной влажности воздуха 60 %, после чего их опиливают по периметру, а затем кромки во избежание увлажнения покрывают (до окраски) олифой. Переставные полки длиной до 800 мм делают из фанеры, а длиной более 800 мм – из древесностружечной плиты, наружную кромку которой облицовывают деревянной обкладкой.
Раскраивают плиты, фанеру для полок на круглопильном станке, уголки выпиливают по разметке или шаблону на ленточнопильном станке. Поверхность полок шлифуют на шлифовальном станке.
Элементы шкафов, отделанные древесиной ценных пород, покрывают лаком, а неотделанные окрашивают нитроэмалью или масляной краской.
При транспортировании для предохранения от порчи элементы шкафа упаковывают попарно лицевыми поверхностями друг к другу, прокладывая между ними бумагу. Хранят элементы шкафов в горизонтальном положении в сухих складах, а перевозят в контейнерах или крытых вагонах.
На строительство шкафы поставляют комплектно с приборами, уложенными в отдельную тару.
5. Изготовление плинтусов, наличников, досок пола, поручней, обшивки
Изготовляют детали по следующему технологическому процессу: сушка древесины, раскрой пиломатериалов по длине и ширине на круглопильных станках, заделка дефектов с последующей выдержкой, необходимой для схватывания клея. Заделывают дефекты на станке для высверливания и заделки сучков, обрабатывают с четырех сторон (фрезеруют) с созданием профиля – на четырехстороннем продольно-фрезерном станке, прирезают в размер – на торцовочном станке. Затем доски пола антисептируют. Детали поставляют прирезанными длиной 2100 мм и более.
Глава 2
СТОЛЯРНО-МОНТАЖНЫЕ РАБОТЫ НА СТРОИТЕЛЬСТВЕ
1. Общие сведения о монтаже и монтажном оборудовании
Монтаж деревянных конструкций ведется различными способами: отдельными элементами, частями или сборочными единицами конструкций. Способ монтажа столярных изделий зависит от размера устанавливаемых изделий и методов их подъема.