Поручни бывают двух марок: П-1, П-2; их делают из древесины хвойных и лиственных пород.
Обшивку выпускают четырех марок: 0,1–0,4 из древесины хвойных пород и осины (наружную) и из древесины хвойных и лиственных пород (внутреннюю).
Влажность древесины деталей должна быть для эксплуатируемых внутри помещений 12 ± 3 %, эксплуатируемых снаружи помещений – 15 ± 3 %.
Доски для покрытия полов со стороны нижней пласти и в местах примыкания к стенам должны быть антисептированы.
Детали упаковывают в пачки, состоящие из элементов одной марки. При перевозке, разгрузке, хранении деталей должна быть обеспечена их сохранность от увлажнения, повреждения, загрязнения.
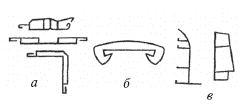
Наравне с деревянными деталями применяют изделия из пластмасс. Поливинилхлоридные профили (рис. 99, а) предназначены для облицовывания стен, а иногда и потолков. Поливинилхлоридные поручни (рис. 99, б) выпускают длиной 17 и 21 м. Поступают они на строительство в бухтах в свернутом виде. Их надевают на металлические поручни без приклеивания. В поливинилхлоридных плинтусах (рис. 99, в) можно прокладывать телефонную, телевизионную и радиотрансляционную проводку.
Рис. 99. Изделия профильные поли-винилхлоридные: а – профили для внутренней облицовки поверхностей; б – поручень; в – плинтусы с каналами для электропроводки
Для отделки поверхности помещений поливинилхлоридной рейкой по поверхности стен, перегородок устраивают деревянный каркас, устанавливаемый ниже потолка и выше пола на 10 мм. Затем поливинил-хлоридные рейки нарезают по длине на 20 мм меньше высоты отделываемого помещения, подбирают их по цвету и собирают в щиты шириной до 400 мм. В щитах размечают места установки штепсельных розеток, выключателей, просверливают и вырезают отверстия для проводок и установки арматуры и крепят шурупами к стенам сверху, снизу и посередине к деревянным рейкам каркаса.
В процессе установки щитов выступающий гребень последующего щита должен входить в паз ранее установленного. После установки и закрепления щиты обрамляют у потолка галтелью, а у пола – плинтусом.
Глава 6
ДЕРЕВООБРАБАТЫВАЮЩИЕ СТАНКИ
1. Общие сведения
Деревообрабатывающее оборудование разделяют на станки общего назначения, станки для специальных производств и универсальные. К станкам общего назначения относятся станки для раскроя досок, брусков, щитов, плит; фрезерования по плоскости и профилю; образования шипов и проушин; сверления отверстий; образования пазов и гнезд; окончательной механической обработки и др. К станкам для специальных производств относится оборудование, предназначенное для изготовления оконных и дверных блоков, клееных конструкций и др. На универсальных станках выполняют различные работы, например, раскрой пиломатериалов по длине и ширине, фрезерование, сверление и др.
Для всех деревообрабатывающих станков, выпускаемых нашей промышленностью, принята буквенно-цифровая индексация. В соответствии с этой индексацией каждому станку присваивается буквенный индекс, обозначающий тип станка, а цифры, расположенные за буквой, показывают величину размерного параметра станка и номер его модели.
Буквенная индексация основных станков: круглопильные для продольной распиловки пиломатериалов – ЦД; прирезные – ЦДК; круглопильные для поперечной распиловки балансирные – ЦКБ; маятниковые – ЦМЭ; суппортные – ЦПА; фуговальные – СФ; рейсмусовые – СР; фуговально-рейсмусовые – ФР; четырехсторонние продольно-фрезерные – С; шипорезные рамные односторонние – ШО; двусторонние – ШД; фрезерные – Ф; сверлильные – Св; цепнодолбежные – ДЦ; шлифовальные – Шл.
Марка С2Р12-2 означает, что это двусторонний рейсмусовый станок с шириной строгания 1200 мм второй модели.
В зависимости от количества рабочих шпинделей деревообрабатывающие станки бывают одно– и многошпиндельные, количества операций – одно– и многооперационные, количества обрабатываемых сторон – одно-, двух– и четырехсторонние.
По степени механизации различают станки полумеханизированные и полностью механизированные. У полумеханизированных станков механизирован процесс обработки, но подача ручная; у полностью механизированных станков механизированы процессы обработки, но отсутствует автоматизация. У полуавтоматических станков автоматизирована часть главных операций, а у автоматических – все операции автоматизированы.
В зависимости от выполняемых операций рабочие органы станков подразделяются на основные и вспомогательные. Основные органы выполняют функции по обработке древесины (резание) и подаче материала к инструменту (ножевые и пильные валы, подающие вальцы, конвейеры и др.). К вспомогательным органам относятся устройства для заточки режущего инструмента, настройки и смазывания станков, удаления отходов.
Деревообрабатывающие станки состоят из двигательных, передаточных и исполнительных механизмов. К двигательным механизмам относятся электрические, гидравлические и пневматические приводы. Передаточный механизм передает движение от двигательного (механизм подачи) исполнительному механизму (механизм резания).
Станок состоит из следующих основных частей: станины, столов, механизмов резания и подачи, привода, ограждений, приборов контроля, учета.
Механизм резания (шпиндели) служит для крепления режущего инструмента. Размещаются они обычно на суппортах, которые бывают подвижные и неподвижные.
Процесс резания осуществляется двумя способами: режущий инструмент надвигается на материал (торцовочные, центродолбежные станки) или материал подается к режущему инструменту (продольно-фрезерные станки).
Для правильной подачи материала в станок применяют направляющие линейки, угольники, прижимы, ролики, башмаки.
Во избежание вибрации материал прижимают к линейке пружинными прижимами (продольно-фрезерный четырехсторонний станок).
2. Круглопильные станки
Круглопильные станки применяют для раскроя пиломатериалов, заготовок, плитных материалов (фанеры, древесноволокнистых, древесностружечных плит). В зависимости от выполняемых операций станки бывают для поперечного и продольного раскроя.
Для поперечного раскроя применяют торцовочные шарнирно-маятниковые станки ЦМЭ-3А и торцовочные с прямолинейным перемещением пилы ЦПА-40.
Отрезки короче 500 мм торцуют в шаблонах. Пильный диск должен быть оборудован автоматически действующим ограждением так, чтобы зубья пилы открывались на толщину распиливаемого материала. При работе на станке рабочий должен находиться на расстоянии не менее 300 мм от пильного диска.
Для продольного раскроя пиломатериалов применяют круглопильные станки с механической подачей ЦА-2А, прирезные однопильные ЦДК4-3, пятипильный ЦДК5-2 и др. Для распиливания горбылей на доски и толстых досок на тонкие используют ребровый станок ЦР-4А.
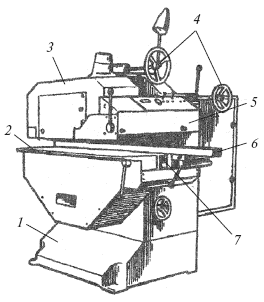
Прирезной однопильный станок ЦДК4-3 (рис. 100) является основным видом оборудования, применяемого при производстве столярно-строительных изделий. Пиломатериалы подаются в станок гусеничным конвейером по призматическим направляющим, обеспечивающим точность и прямолинейность распиловки. Скорость подачи пиломатериала плавно бесступенчато регулируется вариатором без остановки конвейера. В зависимости от толщины распиливаемого материала суппорт перемешается по направляющим станины по высоте. Распиливаемый материал к подающему конвейеру прижимается роликами, находящимися в суппорте. Станок снабжен когтевой защитой против обратного вылета пиломатериалов из станка.
Рис. 100. Прирезной однопильный станок модели ЦДК4-3: 1 – станина; 2 – стол; 3 – суппорт; 4 – маховички; 5 – кожух; 6 – линейка; 7 – гусеничный конвейер