где G2 – масса второго класса, кг; H2 – порозность второго класса.
Для достижения минимальной порозности объем второго класса должен быть равен объему пустот первого класса, т. е.
откуда при одинаковой плотности и порозности частиц
т. е. для получения минимальной порозности двойной смеси количество (мелкого) класса должно быть равно произведению массы первого (крупного) класса на порозность класса.
Выход классов в двойной смеси равен
где H=0,46 – порозность монокласса угля по табл. 1.8.
При добавлении к двойной смеси третьего класса, к тройной смеси четвертого класса и т. д. минимум порозности достается при добавлении последнего класса в том же количестве, что и второго класса в двойной смеси, при этом выход первого класса определяется как
а выхода остальных классов по формуле
где a– выхода классов в долях единицы; n – число классов в смеси; k – порядковый номер класса.
Анализ показывает, что любой угольный материал может быть разделен на две части, из которых первая (крупная) часть является скелетом, с выходом, определяемым по уравнению (1.71), а вторая (мелкая) часть является заполнителем, с выходом, определяемым по формуле (1.72).
Гранулометрическим параметром (гранпараметором) называется отношение средних диаметров скелета и заполнителя, выход которых равен, соответственно, 0,685 и 0,315 [8].
где dc, dз – средневзвешенный диаметр частиц, соответственно, скелета и заполнителя.
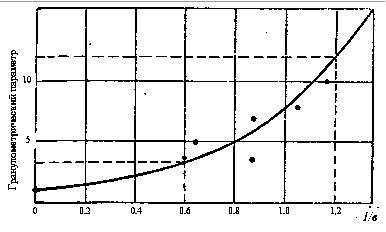
Гранулометрический параметр отражает распределение частиц по крупности и связан с коэффициентом распределения – b в уравнении Розина-Раммлера зависимостью, приведенной на рис. 1.16.
Авторами [9] установлена взаимосвязь порозности угольных смесей с их гранпараметром в виде
Гранулометрический параметр является критерием подобия зернистых смесей по плотности укладки их частиц. Все зернистые смеси в сложенном состоянии независимо от их средней крупности, имеющие одинаковый гранулометрический параметр, подобны и имеют одинаковую порозность.
Рис. 1.16. Связь гранпараметра с коэффициентом (-в) в уравнении Розина-Раммлера
1.3.9. Классификация углей по крупности
Класс – это совокупность частиц, крупность которых ограничена размерами отверстий двух смежнорасположенных сит, связанных между собой модулем шкалы классификации.
Сорт – это совокупность частиц, крупность которых ограничена размерами отверстий двух смежнорасположенных сит, связанных или на связанных между собой модулем шкалы классификации, и соответствует техническим условиям на товарную продукцию.
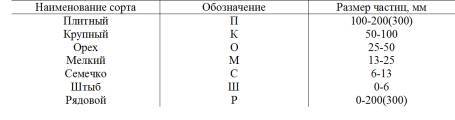
В нашей стране принята следующая классификация сортового угольного топлива [10]:
Машинный класс – это совокупность частиц, крупность которых ограничена размерами двух смежнорасположенных сит, не связанных между собой модулем шкалы классификации, и соответствует технической характеристике обогатительного аппарата.
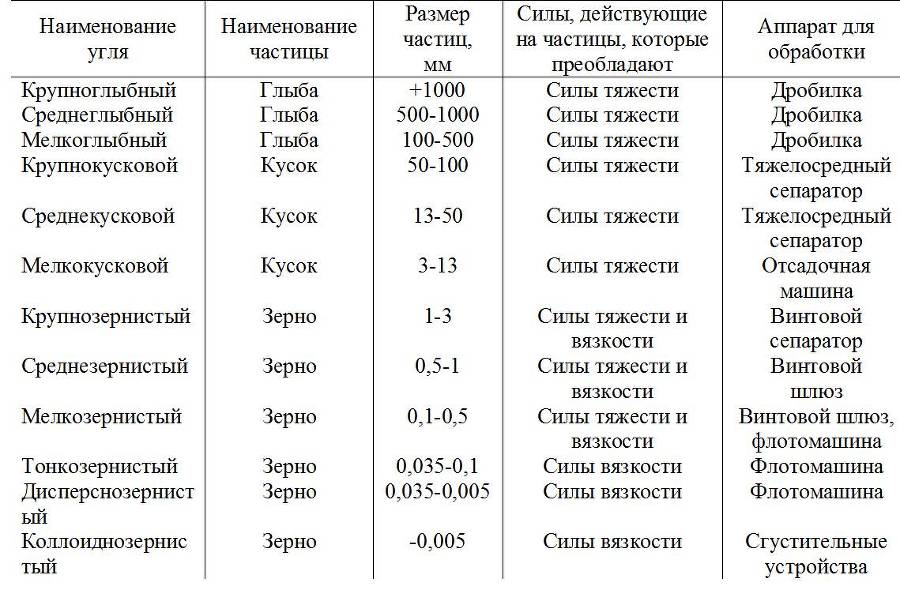
Предлагается следующая классификация угля по крупности частиц для машинных классов [11]:
1.4. Процесс грохочения
1.4.1. Последовательность выделения классов при грохочении
При грохочении сыпучего материала с выделением более двух классов последовательность выделения их определяется расположением сит.
Различают следующие схемы выделения классов: от крупного класса к мелкому; от мелкого класса к крупному; смешанную или комбинированную.
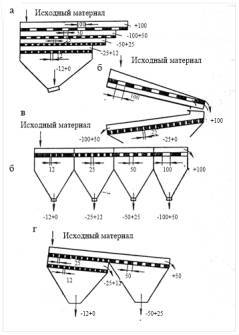
При грохочении от крупного класса к мелкому сита располагают одно под другим (рис. 1.17, а). Верхнее сито имеет наибольшие отверстия, а книзу размеры отверстий сит уменьшаются. Эта последовательность выделения классов имеет следующие преимущества.
Рис. 1.17. Схемы выделения классов при грохочении:
а, б – от крупного к мелкому; в – от мелкого к крупному; г – смешанная
1. Меньший износ сит, потому что вся масса материала и наибольшие куски поступают на рабочую поверхность с крупными отверстиями, которая обычно собирается из стальных решет и защищает поверхности с мелкими отверстиями из проволочных сеток.
2. Более высокая эффективность грохочения мелких классов, так как на сита с мелкими отверстиями поступает меньшее количество материала.
3. Меньшее крошение крупных кусков при грохочении, так как они быстрее выводятся из процесса. Последнее имеет большое значение для углей.
4. Компактность установки грохочения по занимаемой площади вследствие многоярусного расположения сит.
Из недостатков этой схемы следует отметить неудобства в наблюдении за состоянием нижних сит, затруднения в их замене и скученность разгрузки классов в одном конце грохота. Расположение сит по схеме рис. 1.17, б позволяет рассредоточить места вывода классов. При таком расположении также несколько увеличивается эффективность грохочения на нижнем сите, так как наличие поддона под верхним ситом позволяет направить материал в начало нижнего сита.
При грохочении от мелкого класса к крупному сита располагают последовательно в порядке возрастания величины их отверстий (рис. 1.17, в). Достоинства такой последовательности выделения классов заключаются в удобстве смены сит и наблюдения за их состоянием. Помимо того, разгрузка классов рассредоточена по всей длине сит. Недостатки этой схемы, однако, весьма существенны.
1. Быстрый износ сит и пониженная эффективность грохочения, так как вся масса материала загружается на сито с самыми мелкими отверстиями.
2. Возможность крошения крупных кусков хрупкого материала.
При комбинированной схеме выделения классов сита располагаются частично от крупного к мелкому и частично – от мелкого к крупному (рис. 1.17, г).
В практике чаще применяются схемы выделения классов от крупного к мелкому и комбинированные. При необходимости выделения сухого отсева из рядового угля перед его обогащением применяется схема выделения классов от мелкого к крупному.
1.4.2. Баланс материала при грохочении
На рис. 1.18 приведена схема грохочения и обозначение продуктов.