Введение
Все твердые полезные ископаемые в той или иной мере подвергаются классификации по крупности. Из всех способов классификации зернистых материалов, грохочение, как способ разделения частиц по крупности, на просеивающей поверхности занимает важнейшее место в угольной горно-металлургической, строительной, химической и других отраслях промышленности.
Важнейшее место среди подготовительных процессов занимает грохочение в угольной отрасли и, особенно, при обогащении угля. Это связано не только с увеличением пропускной способности углеобогатительных фабрик, но и с внедрением новых обогатительных технологий, для которых выделение и качественная подготовка машинных классов в узких диапазонах крупности является определяющим фактором для эффективной работы этих технологий.
Разработка и использование новых типов грохотов, применение их для классификации шламовых продуктов, особенности оптимизации параметров процессов грохочения в разветвленных схемах углеобогатительных фабрик предопределяет необходимость обобщения результатов работы грохотов и формулировки рекомендаций по их применению.
В данной монографии обобщен опыт применения грохотов для сухого грохочения угля, мокрого грохочения на подвижных грохотах, гидрогрохочения на неподвижной просеивающей поверхности, агрегатной установки гидрогрохотов с инерционными грохотами, гидромеханических грохотах, высокочастотных грохотах и т. д.
Монография может быть полезна для научных работников и специалистов, рабтающих в углеобогатительной отрясли, а также студентов и аспирантов горных вузов, обучающихся по специальности «Обогащение полезных ископаемых».
Глава 1. Общие сведения о грохочении полезных ископаемых
1.1. Назначение и классификация процессов
1.1.1. Основные определения
Горный энциклопедический словарь [1] дает следующее определение процессу грохочения: грохочение – это процесс разделения сыпучего материала по крупности на просеивающих поверхностях.
Устройство для механического разделения (сортирования) сыпучих материалов по крупности кусков (частиц, зерен) путем их грохочения через просеивающую поверхность называется грохотом.
В соответствии с [2] просеивающая поверхность (сито) – это рабочая поверхность грохота, имеющая отверстия (ячейки) конкретного размера и формы. Для круглых отверстий определяющим размером является диаметр, для квадратных – сторона квадрата, для прямоугольных – меньшая сторона прямоугольника, для щелевых – ширина щели.
Материал, поступающий на грохочение, называется исходным, остающийся на просеивающей поверхности – надрешетным (надситным) продуктом, а прошедший через отверстия просеивающей поверхности – подрешетным (подситным) продуктом.
Материал, прошедший через сито с отверстиями d1отв и оставшийся на сите с отверстиями d2отв (d2отв <d1отв), называется классом крупности.
Выход классов крупности (γ) в процентах рассчитывается по формуле
Просеивание сыпучего материала на грохотах осуществляется по т. н. граничной крупности разделения. Под граничной крупностью разделения подразумевается средний диаметр узкого класса крупности, содержание которого в подрешетном и надрешетном продуктах одинаково. Величина граничной крупности разделения может быть больше или меньше характерных размеров отверстий просеивающей поверхности грохота. Она зависит от многих факторов: размера отверстий сита, угла наклона просеивающей поверхности, режимных параметров грохота, гранулометрического состава сыпучего материала, его влажности, формы зерен и т. д.
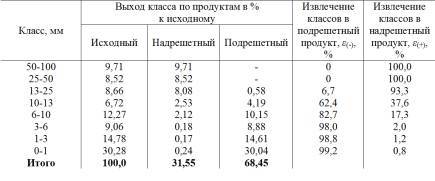
Граничная крупность разделения определяется по сепарационной характеристике грохота, построенной по данным ситового анализа продуктов грохочения. Исходные данные для построения (в качестве примера) сепарационной характеристики процесса грохочения приведены в табл. 1.1, а определение граничной крупности разделения дано на рис. 1.1.
Таблица 1.1
Исходные данные для построения сепарационной характеристики процесса грохочения
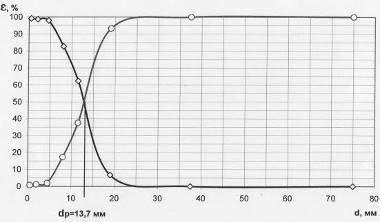
Рис. 1.1. Определение граничной крупности разделения
Построение сепарационной характеристики процесса грохочения осуществляется по извлечению классов крупности в подрешетный продукт (ε(-)) и надрешетный (ε(+)). Проекция точки пересечения этих сепарационных характеристик на ось абсцисс дает значение граничной крупности разделения. В нашем случае ее величина составляет 13,7 мм.
Классы угля, совместно направляемые на обогащение в один аппарат, называют машинным классом.
Классы угля, являющиеся готовыми товарными продуктами, называются сортами.
Шкала грохочения – отношение максимального размера частицы к ее минимальному размеру в каждом классе грохочения, которая может иметь постоянный и непостоянный модули.
Модуль – отношение размеров отверстий смежных решет, сит. В угольной промышленности для стандартных решет (сит) принят модуль
Промышленная шкала грохочения устанавливается в зависимости от обогатимости угля, принятой технологической схемы обогащения, требований потребителей и, как правило, она имеет непостоянный модуль.
При последовательном грохочении материала на п ситах получают п + 1 продукт. В этом случае один из продуктов предыдущего просеивания служит исходным материалом для последующего просеивания.
Размер d наибольших зерен (кусков) подрешетного продукта так же, как и размер наименьших кусков надрешетного продукта, условно принимают равным размеру отверстий сита l, через которое просеивается материал, т. е. d = l. Соответственно обозначают: подрешетный продукт – l (минус l) или – d (минус d); надрешетный продукт + l (плюс l) или +d (плюс d).
Материал, прошедший через сито с отверстиями l1 и оставшийся на сите с отверстиями l2, причем l2< l1, и называется классом крупности. Крупность класса обозначают следующими тремя способами: – l1 +l2 (минус l1, плюс l2) или – d +d; l1-l2 или d1-d2; l2< l1 или d2-d1. Например, классы -25 + 10; 25–10 и 10–25 мм. Из приведенных способов обозначения крупности классов наиболее широко применяют первый и третий, обязательный для использования при грохочении углей (ГОСТ 2093-82) и щебня.
В получаемых при грохочении классах размер наибольших кусков материала d1 всегда меньше размера отверстий сита l1, а размер наименьших кусков d2 – больше отверстий l2. Обозначения крупности классов – d1 +d2 или d1-d2 указывают лишь на то, что данный класс был получен последовательным просеиванием материала на двух ситах с отверстиями размером d1= l1 и d2 = l2.
Извлечение (ε) определяется как отношение количества классов меньше граничной крупности разделения, содержащегося в подрешетном продукте, к его количеству в исходном материале, выраженное в процентах, т. е.