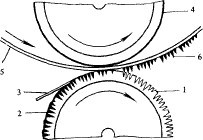
95. Получение оттиска способом глубокой ракельной печати: 1 —печатная форма; 2—краска в углубленных печатающих элементах; 3—ракель; 4 — печатный цилиндр (пресс); 5—бумага; 6—оттиск на бумаге
Для глубокой ракельной печати применяется жидкая быстросохнущая краска, которая легко переходит на бумагу и, впитываясь ею, даже несколько растекается по ее волокнам. Поэтому, хотя изображение на печатной форме разбито на многочисленные очень маленькие элементы, на бумаге их отпечатки (отдельные точки) мягко сливаются и совершенно неразличимы невооруженным глазом. В результате изображение на отпечатке напоминает фотографию.
При нынешней технике изготовления форм для глубокой ракельной печати невозможны ни корректура в процессе травления, ни сколько-нибудь существенное исправление вытравленной формы. Невозможность корректуры при травлении в известной мере возмещается ретушью негативов и диапозитивов, с изготовления которых начинается формный процесс. Однако эта технологически необходимая типографская ретушь (не надо смешивать ее с издательской ретушью оригиналов) часто является добавочным источником некоторых отклонений от тональности оригинала. Все это приводит к тому, что оттиски глубокой печати, при всем богатстве полутонов и сочности, могут несколько отличаться по тональности от оригиналов. Особенно заметно такое отклонение при трехкрасочном воспроизведении. Поэтому последний способ не подходит для художественной репродукции произведений искусства, где точная передача тональности оригинала необходима.
Слабая сторона глубокой ракельной печати — воспроизведение текста. Во-первых, контуры букв на отпечатке получаются несколько (правда, незначительно) зазубренными, так как на печатной форме они, как и все другие изображения, разбиты растром на отдельные мелкие печатающие элементы. Во-вторых, тон печати на различных участках текста часто бывает не вполне одинаков, так как практически очень трудно совершенно равномерно вытравить печатную форму. В-третьих, из-за некоторого расплывания краски отпечатки текста получаются менее четкими.
Существуют технологические способы изготовления печатной формы, усложняющие этот процесс, но позволяющие существенно уменьшить отмеченные выше недостатки.
Печатание способом глубокой ракельной печати производится только на ротационных машинах — листовых и рулонных. Лучшее качество печати может быть получено на листовых (производительность их до 5 тыс. односторонних оттисков в час). Рулонные машины более производительны (10–12 тыс. двусторонних оттисков в час), но по качеству печати уступают листовым. Существуют и многорулонные ротационные печатные машины, на которых часть листов печатается офсетным способом, а часть — способом глубокой ракельной печати. Такие машины применяются в основном для иллюстрированных журналов, где во всех номерах листы, отпечатанные различными способами, следуют в установленном (одинаковом) порядке.
Требования к качеству оттисков при глубокой ракельной печати в основном те же, что и при высокой печати. Особенно важное значение имеют: правильная передача тональности оригиналов и «сочность» оттисков, отсутствие слишком бледных (результат недотравки печатной формы) или затянутых краской (результат перетравки) участков.
К специфическим нарушениям качества печати относятся грязноватый красочный фон (обычно у краев книжных полос и подписей к рисункам), а также темные полосы, не связанные с изображением. Эти недостатки — следствие неисправимых дефектов печатной формы; если допустить печатание с такой формы, то они неизбежно будут повторяться во всем тираже.
Резко нарушают качество печати и «кометы» — длинные темные линии, проходящие по оттиску. «Кометы» — следствие появления щербин на ракеле. Число испорченных оттисков может быть невелико, если «кометы» своевременно замечены и неисправный ракель заменен.
Особенности глубокой ракельной печати определяют и область ее применения. Этот вид печати целесообразен для изданий, где особенно большое значение имеют тоновые иллюстрации. Хорошие результаты может дать комбинированное печатание одного издания способами офсетной и глубокой печати.
Резцовая гравюра и офорт
Глубокой ракельной печати, которая является способом фотомеханическим, предшествовал целый ряд ручных и полумеханизированных способов глубокой печати, в частности, резцовая гравюра на металле (ее иногда называют классической, или чистой, гравюрой) и офорт.
В резцовой гравюре на металле — на меди или на стали — изображение гравируется на металлической пластине от руки, причем глубину и ширину углубленных штрихов изменяют в соответствии с желаемой тональностью изображения.
В офорте изображение наносится на поверхность пластины от руки, но углубляется травлением, которое, для получения штрихов различной глубины, ведут в несколько приемов.
Особенно велики и разнообразны изобразительные возможности офорта и его разновидностей (акватинта, мягкий лак, лавис). Резцовая гравюра и в особенности офорт могут служить художнику для создания станковых произведений печатной графики, имеющих самостоятельное художественное значение.
В прошлом резцовая гравюра и офорт широко использовались в оформлении книги. Выполненные этими способами иллюстрации можно видеть во многих старинных изданиях. В настоящее время эти способы находят лишь очень небольшое применение в библиофильских изданиях. Так, с офортами Б. Алимова выпущена поэма С. Есенина «Анна Онегина» («Современник», 1976), с резцовыми гравюрами И. Богдеско — «Путешествия Гулливера» Дж. Свифта («Литература артистикэ», 1980; часть тиража в особом оформлении).
Оперативная полиграфия
Быстрое развитие науки и техники в последние десятилетия вызвало необходимость в оперативном выпуске многочисленных малотиражных изданий различного типа — научных, технических, учебных, методических, производственно-инструктивных, официальных, справочных и т. п. Многие из них отличаются сложностью набора — содержат текст на иностранных языках, таблицы, формулы. Значительная часть их выпускается не издательствами, а ведомствами, институтами, предприятиями и тому подобными учреждениями.
Выпуск подобных изданий обычными способами часто продолжается многие месяцы, а иной раз — и годы. Как добиться резкого сокращения этого срока?
Сущность методов оперативной полиграфии
Одной из важнейших причин длительных задержек выпуска изданий является необходимость корректурного обмена между типографией и издающей организацией. Этот обмен прерывает, во многих случаях надолго, производственный процесс. Опыт показывает, что если даже издающая организация передает в типографию подписанный к печати оригинал-макет, по которому надо производить набор, то фактически в наборе появляются отклонения от него, из-за этого или по другим причинам оказывается необходимой издательская корректура, а очень часто — и одна-две сверки. При этом чем сложнее набор, тем более необходимы издательские корректуры и тем дольше затягивается правка набора. Причиной задержки является и то, что полиграфические предприятия обычно не заинтересованы в трудоемких по набору и вместе с тем малотиражных изданиях. Добавочные задержки возникают, если издание выпускается организацией, которая не является основным плановым заказчиком полиграфического предприятия. Необходимость преодолеть такие затруднения привела к появлению и развитию особых методов выпуска изданий, которые получили название оперативной полиграфии.
Полиграфическая техника быстро развивается, ни обычная («классическая», как ее часто называют) полиграфия, ни оперативная не являются чем-то застывшим, и провести между ними точную границу вряд ли возможно. Все же характерными основными признаками оперативной полиграфии «в чистом виде» принято считать следующие: во-первых, изготовление такого издательского оригинала, с которого непосредственно, путем репродуцирования, то есть без помощи набора, можно получить печатную форму. Возможен и такой вариант, когда издательский оригинал является и печатной формой. Во-вторых, применение такого способа печати, при котором как подготовительные операции к печатанию, так и регулирование машин в ходе печатания значительно облегчены. Этим способом является в основном офсетная печать на машинах малого формата (в издательском обиходе их часто называют ротапринтами).