Таблица 7
Источники питания. Выше было сказано, что дуга на постоянном токе более устойчива. Однако источник питания для нее требует дополнительного устройства – выпрямителя. Сильноточные (а именно такие нужны) полупроводниковые приборы для выпрямителя – сами не маленькие, да еще нуждаются в радиаторах для охлаждения. Иногда полученный на выходе выпрямителя ток имеет слишком большой коэффициент пульсации и плохо поддерживает дугу на постоянном токе. Тогда применяют еще и сглаживающий дроссель, а он по массе может быть сравним с трансформатором (самой тяжелой частью). И все это для получения постоянного тока добавляется к трансформатору, который сам по себе уже готовый источник для питания дуги переменного тока.
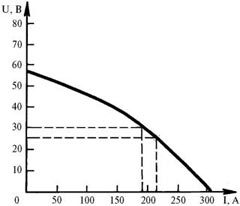
Стремление как-то ограничить габариты аппарата приводит к размещению его компонентов в тесном корпусе, что плохо для их охлаждения. В то же время при некоторых навыках работы со сваркой и достаточно мощном трансформаторе дуга переменного тока практически не отличается от таковой на постоянном токе. Следующим наиважнейшим свойством источника питания является его вольтамперная характеристика (ВАХ). Дело в том, что для поддержания устойчивой дуги она должна быть падающей (рис. 8.36). Косвенно судить о ней можно по паспортным данным, а именно, зная напряжения холостого хода и номинальное, а также номинальный (рабочий) ток и ток короткого замыкания, можно достаточно точно оценить ее крутизну. Конечно, крутизну ВАХ можно увеличить включением в сварочную цепь балластного сопротивления, но лучше, если у аппарата этот параметр уже в порядке.
Рис. 8.36. Вольтамперная характеристика источника питания
Наконец, весьма важно, какую собственно мощность имеет источник. Нередко в паспорте можно увидеть явно заниженное ее значение – дескать, «во варит, а потребляет энергии всего ничего». Со школьной скамьи известно, что произведение тока на напряжение и есть мощность (в нашем случае, правда, приблизительно). Расхождение же этого произведения с паспортной мощностью должно насторожить, и вот почему. Режим работы источника питания характеризуется продолжительностью его нагрузки ПН или продолжительностью включения ПВ, что практически одно и то же. Эти величины выражаются в процентах и означают долю непосредственно рабочего времени (собственно процесса сварки) в полном цикле (например, сварка плюс пауза). К этому параметру надо отнестись очень внимательно, если есть желание поберечь аппарат.
Опять же про безопасность. Вопрос совсем не так банален, как может показаться. Давайте разберемся, тем более что в случае со сваркой есть с чем разбираться. Предположим, вы купили сварочный аппарат. Зачем? А затем, чтобы извлечь из него пользу, которая может быть весьма велика. Но по незнанию или неосторожности вы получили травму: удар током, ожег электродом или горячим металлом, ослепление дугой... да мало ли еще какую – возможностей хоть отбавляй. А теперь спросим себя: «нам это нужно?» Ответ совершенно очевиден, тем более что травмы, полученные при сварке, могут иметь самые тяжелые последствия. Объясняется это присущим сварке сосредоточением опасных факторов: наличием в источнике питания высокого напряжения, высочайшей температурой дуги и нередко не самыми благоприятными условиями работы (если выражаться очень мягко), избежать которых просто невозможно.
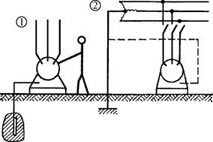
Первое, что надо неукоснительно выполнять, это правила электробезопасности. Следует тщательнейшим образом следить за целостностью изоляции всех электрических цепей. Корпус источника непременно должен быть заземлен, а лучше и «занулен» (рис. 8.37). Всякие работы с источником: профилактика, ремонт, перемещения и т. п. – должны производиться при отсутствии на нем напряжения (при отключении его от сети). Особое внимание следует уделять электропроводам, сечение которых выбирают из расчета 5 – 7 А мм2. Электрододержатели также должны соответствовать всем предъявляемым к ним требованиям (рис. 8.38). Наконец, настоятельно рекомендуется знать правила и приемы оказания первой помощи при поражении электрическим током.
Теперь об обращении с дугой как таковой. Особую опасность она представляет для глаз. Неумеренное воздействие дуги на глаза приводит к развитию катаракты. О том, чтобы работать без маски, не может быть и речи. Другое дело, каким светофильтром пользоваться, ведь плотность у них разная (они различаются по величинам сварочных токов, маркируются и имеют классификационный номер). «Всезнающие» оценивают пригодность «стеклышка», глядя через него на солнце. А каким оно должно быть через подходящий фильтр? А если солнца в данный момент нет? Можно рекомендовать следующее. Проведите пробную сварку: если в свете дуги через фильтр виден подлежащий сварке стык (ясно, куда вести электрод ближайшие 1 – 2 см), все в порядке. Если видимость меньше (что-то там светится) – стекло чрезмерно темное. Если же уж слишком далеко видно, фильтр недостаточно плотный.
Рис. 8.37. Схемы защитного заземления (1) и зануления (2)
Рис. 8.38. Электрододержатель
Редко какому новичку удается избежать перебора в разглядывании дуги без маски (на профжаргоне – «наловить зайчиков»). Мало сказать, что явление это неприятное. К вечеру или ночью вы вдруг ощущаете, что глаза полны крупнозернистым песком, который еще и куда-то движется. В таких случаях хорошо помогает компресс из спитого чая, но все-таки лучше вообще избегать подобной ситуации. Поскольку дуга излучает мощный поток ультрафиолета, возможны ожоги (аналогично солнечным) открытых частей тела. Одежда сварщика (брюки и куртка) и рукавицы должны быть изготовлены из брезентовой ткани. В комплект спецодежды сварщика также входят сапоги или ботинки. Брюки надевают поверх обуви для предохранения ног от ожогов брызгами металла и горячими огарками. Изложенное в данном разделе статьи вовсе не означает, что лучше «держаться подальше», но ориентирует на то, что надо поберечься. И если все это достигнет цели, наверняка окажется, что со сваркой можно «свернуть горы», не причиняя себе никакого вреда.
8.7. Выход найдется
О чем, собственно, сейчас пойдет речь? Как ни странно, о творческом начале непосредственно по ходу индивидуального строительства. Стройка – процесс динамичный, и даже при тщательнейшей его организации всегда найдется место нештатным (непредусмотренным) ситуациям. Чаще всего это сказывается в нехватке или избытке какого-либо материала, отсутствии в нужное время необходимого инструмента или приспособлений, неблагоприятных погодных условиях и т. д. Иными словами, всегда найдется задача, которую нужно срочно решить, что называется, «по ходу».
И тут традиционность является фактором торможения. Действительно, давно известно, как и что надо делать и что для этого нужно. Но не менее давно известно, что, в отличие от тех, кто все это знает, находится человек, который не знает, что «так делать нельзя», именно он-то и совершает изобретение. Применительно к малой стройке, выполняемой непрофессионалами, это особенно актуально, ибо строители в этом случае не слишком скованы традиционностью. Какой из всего этого следует сделать практический вывод? Следует почаще задаваться вопросом: «А как это можно сделать иначе»? Разумеется, что при этом всегда имеется в виду достижение какого-либо положительного эффекта без приобретения отрицательного. Например, уменьшение трудоемкости или ускорение работ без снижения качества результатов. Именно так и поступают многие самодеятельные строители. Найденные ими оригинальные решения в совокупности представляют весьма ценную «копилку мудрости», которой можно было бы посвятить отдельную книгу (и даже не одну), что в данном случае сильно увело бы нас в сторону. Здесь же, говоря словами поэта: «...Твори, выдумывай, пробуй», выражается призыв, а в доказательство эффективности творчества непосредственно на стройплощадке приводятся конкретные примеры.