По способу заполнения сечения различают однослойные и многослойные швы. В многослойном каждый слой можно выполнять за один или за два-три прохода. При этом во всех случаях в основу заполнения швов положен обратноступенчатый способ сварки. Стыковое соединение (рис. 8.29, 8.30) из элементов толщиной 4 – 8 мм выполняют однопроходным швом; элементы большей толщины сваривают многопроходным или многослойным швом. Многопроходную сварку обычно выполняют ниточными валиками электродами одного диаметра. В месте поворота шов надо заваривать без отрыва дуги. Диаметр электрода выбирают в зависимости от толщины соединяемых элементов, пространственного типа шва, свойств свариваемого металла.
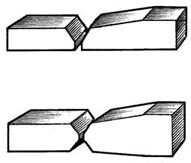
Рис. 8.29. Стыковые соединения листов разной толщины
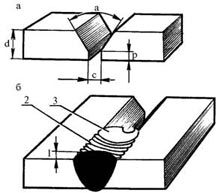
Рис. 8.30. Структура стыкового соединения: а – подготовленный стык; б – выполненный шов; с – зазор; р – притупление кромки; d – толщина листа; а – угол разделки; 1 – усиление шва; 2 – сварной шов; 3 – кратер
Род и полярность тока выбирают в зависимости от марки и толщины свариваемого металла. Оптимальный сварочный ток корректируют и устанавливают опытным путем. Направление давления дуги можно изменить наклоном электрода и тем самым повлиять на глубину провара. Для сварки элементов неодинаковой толщины диаметр электрода и сварочный ток подбирают по нижним параметрам режима сварки, рекомендуемым для элементов сварного соединения большей толщины. В таких условиях сварочную дугу направляют на элемент соединения большей толщины. Наибольшее распространение получили стыковые сварные соединения, в которых поверхность одного соединяемого элемента является продолжением поверхности другого. Различают следующие стыковые соединения: без скоса кромок, с отбортовкой, с односторонним скосом (V-образное) и с двусторонним скосом (Х-образное).
Преимущества стыкового сварного соединения по сравнению с соединениями других типов: возможность сварки элементов неограниченной толщины; более высокая прочность сварных соединений; минимальный расход металла на образование сварного соединения; надежность и удобство контроля. Недостатки – более точные соединения под сварку, что иногда сложно. В соединении с разделкой часть кромки оставляют нескошенной (притупление). При односторонней разделке притупление расположено внизу соединения, при двусторонней – в середине соединения. Отсутствие притупления приводит к образованию прожогов при сварке по стыку соединения. При толщине свариваемых элементов до 6 мм скос кромок не требуется.
В элементах толщиной 5 – 30 мм и более применяют V-образную разделку с суммарным углом скоса 60 – 80°. Притупление при этом составляет 2 – 8 мм. Сварные соединения ответственного назначения с V-образной разделкой сваривают с двух сторон (с подваркой). В тех случаях, когда не удается сделать подварку например в сварных стыках труб малого диаметра и др., применяют остающиеся в сварном соединении подкладки. Элементы толщиной более 12 мм сваривают встык с двух сторон, когда имеется такой доступ, применяя Х-образную разделку (рис. 8.31). Различают несколько видов тавровых соединений. Тавровые соединения применяют без скоса свариваемых кромок и со скосом с одной или двух сторон. Угол скоса кромок в тавровых соединениях под прямым углом обычно принимают равным 55 – 60° (рис. 8.32). Схожи с тавровыми соединениями соединения угловые (рис. 8.33).
Рис. 8.31. Соотношение площадей поперечных сечений швов с V-образной и Х-образной разделками
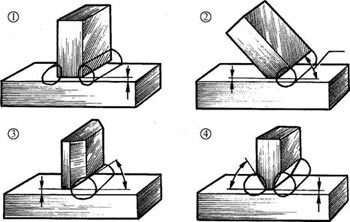
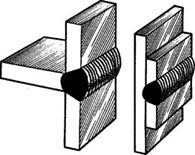
Рис. 8.32. Тавровые соединения листов: 1 – под прямым углом без скоса кромок; 2 – под углом со скосом одной кромки; 3 – под прямым углом со скосом одной кромки; 4 – под прямым углом с двухсторонним скосом кромок
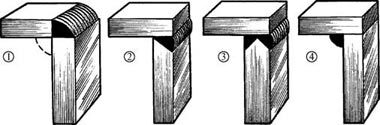
Рис. 8.33. Угловые соединения: 1 – одностороннее с наружным швом; 2 – одностороннее со скосом кромки; 3 – двухстороннее со скосом кромок; 4 – одностороннее с внутренним швом
В соединениях внахлестку элементы накладывают один на другой и выполняют шов по кромке верхнего элемента. К преимуществам соединений внахлестку относятся простота подготовки элементов под сварку и их сборки в конструкцию, а также небольшие усадки и коробления. Недостатки – повышенный расход металла, необходимость сварки с двух сторон, возможность возникновения в соединении очагов коррозии, большие расход электродов и трудоемкость. Соединения внахлестку приемлемы для деталей толщиной от 1 до 10 мм из углеродистых, низколегированных и коррозионно-стойких сталей. Применяют еще соединения в кромку при толщине свариваемых элементов до 3 мм и прорезные соединения, имеющие прорезь в одной из деталей, прикрепляемой внахлестку.
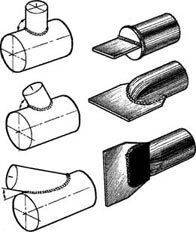
Проплавной сварной шов (со сквозным проплавлением одного из соединяемых элементов) используют в нахлесточном или тавровом соединении (рис. 8.34). Применение проплавных швов ограничивается деталями толщиной до 10 мм. Соединения деталей и узлов сваркой начинают с их взаимной фиксации прихватками («клепками»). В противном случае в процессе сварки соединяемые элементы может «увести» друг от друга. В местах резких переходов, в острых углах, на окружностях с малым радиусом и в других местах концентрации напряжений установка прихваток не разрешается. Прихватки также не следует устанавливать вблизи отверстий, на расстоянии менее 10 мм от отверстия или от края детали.
Рис. 8.34. Проплавные швы
Для фиксации фланцев, цилиндров, шайб, трубчатых соединений (рис. 8.35) и т. п. прихватки следует располагать симметрично. В случае двухсторонней прихватки деталей следует располагать «клепки» в шахматном порядке. Прихватки следует ставить в такой последовательности, которая исключает или сводит до минимума коробление листов. Сварочный ток при прихватке должен быть на 20 – 30% больше сварочного тока, необходимого для сварки тех же материалов. Прихватку следует выполнять электродами меньшего диаметра, чем сварку того же соединения; длина дуги при прихватке должна быть короткой, не более диаметра электрода; дугу следует отрывать не в момент образования кратера, а после полного его заполнения. При прихватке соединений из элементов разной толщины дугу направляют на элемент большей толщины.
Рис. 8.35. Соединения трубчатых элементов между собой и с соединительными деталями
Электроды. О свойствах электродов судят по устойчивости горения дуги, защите металла сварочной ванны, пригодности их для сварки в различных пространственных положениях, качеству сварного шва и т. п. Основные технологические свойства электродов определяются следующими данными: родом тока (постоянным, переменным), для сварки которых предназначены электроды; полярностью (прямой, обратной) постоянного тока; рекомендуемым сварочным током для электродов разных диаметров. Технологические свойства электрода зависят от химического состава металла стержня, состава и качества электродного покрытия. Марка электрода характеризует состав его покрытия, материал стержня, технологические свойства электрода и механические свойства металла сварного шва, образуемого данными электродами. Тонкое покрытие электродов обеспечивает только устойчивое горение сварочной дуги при сварке. Электроды с толстой обмазкой (качественные) при плавлении образуют большое количество газов и шлаков, которые защищают капли металла во время перехода через дугу в шов, а также предохраняют сварочную ванну от вредного влияния кислорода и азота воздуха.