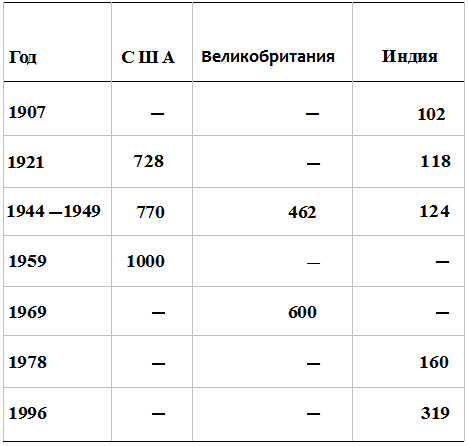
ТАБЛИЦА 17.1. Число съемок за час в США, Великобритании и Индии
* Числа, выделенные курсивом, рассчитаны исходя из числа веретен, приходящихся на одного съемщика, или количества наработанной пряжи в фунтах, приходящегося на одного съемщика в час.
ИСТОЧНИКИ: Clark, 1907; Shirras, 1923; Cotton Spinning Productivity Team, 1951; Textile Council, 1969; Ratnam and Rajamanickam, 1980; Doraiswamy, 1983; Rajamanickam and Ranganathan, 1997, p. 2.
ПОЧЕМУ БЕДНЫЕ ЭКОНОМИКИ ОТЛИЧАЮТСЯ ТАКИМ НИЗКИМ КАЧЕСТВОМ ТРУДА?
Хотя из изложенного выше видно, что причина найма избыточного персонала в бедных странах в первую очередь связана с рабочими, объяснить, почему на производстве в экономиках с низкими зарплатами занято столько лишних рабочих рук, нелегко. Даже в тех случаях, по которым у нас имеется обширная информация — например, для текстильных фабрик Бомбея с 1890 по 1938 год, — объяснение не очевидно. По-видимому, работники на бомбейских хлопчатобумажных фабриках работали небрежно и недостаточно интенсивно, вследствие чего предприниматели вынуждены были нанимать непропорционально много работников по отношению к числу станков, чтобы добиться полной отдачи от инвестированного капитала.
Управляющие в Бомбее в 1920-е годы знали, что по меркам Великобритании и США на их фабриках трудится слишком много людей. При этом после 1924 года отрасль работала в тяжелых условиях и многие фабрики несли убытки. Почему же руководство не избавлялось от лишних рабочих рук?
Скорее всего, это было связано с тем, что сокращение персонала никак не отражалось на издержках и прибылях. Некоторые фирмы в 1920-е и 1930-е годы действительно прибегали к агрессивным увольнениям. Но прибыль у этих фирм не становилась выше, чем у тех, что не предпринимали подобных шагов. Рынок не подавал однозначного сигнала о том, что следует двигаться в этом направлении.
Мы можем разделить фирмы на две группы — рационализаторов, в период с 1924 по 1938 год серьезно сокративших число работников на один станок, и нерационализаторов, не уменьшавших числа рабочих. В среднем рационализаторы сократили число рабочих на 35 %. Однако в 1935–1938 годах средняя норма валовой прибыли у рационализаторов составляла 1,7 %, а у нерационализаторов — 2 %. Опыт бомбейской промышленности ни в коей мере не подтверждал идею о том, что избавление от избыточной рабочей силы повышает прибыли.
Самой прибыльной из числа рационализаторов была фабрика Bombay Dyeing and Manufacturing. Но ее средняя норма прибыли за 1935–1938 годы все равно составляла лишь 6 %. И даже эта фабрика работала не слишком успешно — по крайней мере, с точки зрения ее управляющих. Согласно стенограммам совещаний ее совета директоров, прибылей компании хватало для того, чтобы приступить к замене части износившегося оборудования. В 1930–1938 годах совет в среднем утверждал ежегодные расходы на оборудование в размере 374 469 рупий, что примерно равнялось 1,3 % стоимости основного капитала. Но при этом абсолютное число веретен и ткацких станков снижалось. Кроме того, в эти же годы совет директоров одобрил крупные инвестиции прибылей в государственные облигации. К 1938 году рыночная стоимость государственных облигаций, приобретенных компанией, составляла 8 млн рупий — чего хватило бы, чтобы увеличить основной капитал фабрики на 25 %, если бы инвестиции в хлопчатобумажную промышленность считались прибыльными.
Увольнения не приводили к возрастанию прибылей главным образом потому, что фирмы, увольнявшие рабочих, повышали зарплату оставшимся рабочим. Так, в 1935–1937 годах средняя дневная заработная плата на рационализаторских фабриках составляла 1,26 рупии по сравнению с 1,11 рупии на нерационализаторских фабриках. Это различие было создано исключительно благодаря рационализации. С 1924 по 1935–1938 годы номинальный дневной заработок на рационализаторских фабриках сократился на 6 %, а на нерационализаторских фабриках — на 21 %. Более того, увеличение числа станков не могло быть просто навязано рабочим. Предпринимались меры с тем, чтобы минимизировать объемы труда, необходимые при работе на станке, хотя и до рационализации рабочие явно выполняли минимум операций. Кроме того, нельзя забывать и о текущих издержках. Они включали в себя совершенствование обслуживания машин и повышение качества хлопка — и та и другая мера была призвана снизить частоту обрывов.
На конкурентном рынке труда рабочих можно нанимать на условиях, подразумевающих различный объем трудовых усилий за час работы. Фирмы, требующие более интенсивного труда, должны платить более высокую зарплату. Поэтому вполне может быть, что фирмы в Бомбее в среднем выбирали оптимальное сочетание заработной платы и интенсивности труда с учетом возможностей и желаний работников. Тем фирмам, которые пытались выжать больше из своих рабочих, приходилось больше платить, чтобы удержать их у себя.
Например, многие наблюдатели утверждали, что причиной низкой производительности труда в таких местах, как Бомбей, была склонность индийских рабочих к устарелым трудовым нормам, таким как один рабочий по одну сторону кольцевого прядильного станка. Так, «…до достижения независимости наем рабочей силы производился исключительно по принципу ad hoc, в зависимости от традиций конкретного региона. Если на одной фабрике рабочий обслуживал 200 веретен, то эта же норма соблюдалась на всех фабриках в данной местности»[376].
Однако если бы причина упадка текстильной отрасли в Бомбее сводилась к сопротивлению рабочих, цеплявшихся за устарелые трудовые нормы, то у менеджеров-рационализаторов имелся бы колоссальный стимул к тому, чтобы переносить производство в другую местность. Дневная заработная плата рабочих за пределами сформировавшихся текстильных центров была, как правило, ниже. Вообще в межвоенный период отмечался существенный рост промышленности в таких местах, как Канпур, Коимбатур, Дели, Мадрас и Нагпур. Однако если число занятых в отрасли и количество станков в этих городах возрастало, то производительность оставалась на довоенном уровне. Если уровень найма в главных центрах отрасли определялся исключительно традицией, то почему же менеджеры новых фабрик в изолированных местностях не обучали своих рабочих тому, чтобы обслуживать по 800 веретен, что было вполне достижимо?
Производители явно назначали несложные трудовые задания из опасения снизить выработку на один станок в том случае, если рабочим придется обслуживать несколько станков. Так, согласно показаниям одного промышленника, которые он давал в 1908 году Фабричной комиссии, «у них на одном ткацком станке работает по одному человеку, потому что, если приставить одного человека к двум станкам, производительность станка снизится на 3/8 %. Лучше совсем остановить станок, чем поручить его человеку, работающему на другом станке»[377].
Мадрасские фабрики Buckingham and Carnatic mills — одно из крупнейших и наиболее прибыльных предприятий в Индии — в 1920-е годы установили у себя автоматические ткацкие станки. На обычных ткацких станках в Индии в то время по-прежнему обычно работало по одному человеку по сравнению с одним рабочим на восемь станков в США. Что касается автоматических станков, то в США приходилось по 20–30 таких станков на одного рабочего, однако на фабриках Buckingham and Carnatic mills каждый ткач работал лишь на трех автоматических станках. Поскольку такие станки были новинкой для индийских ткачей, то тем должно было быть безразлично, сколько станков поручается одному рабочему — три или десять, если прежний уровень укомплектованности фабрик задавался исключительно традицией. Почему же промышленники не воспользовались моментом для того, чтобы создать более прибыльную традицию?
О том, что устаревшие нормы труда не являлись проблемой, свидетельствует и тот факт, что в 1890–1929 годах управляющие индийских фабрик приступили к закупкам станков, требующих меньших трудозатрат. Один из способов сократить объемы применяемого труда заключался в том, чтобы реже менять катушки с ровницей и готовой пряжей. Так, средний размер катушек для пряжи 20s увеличился с 14 куб. дюймов около 1890 года до 16 куб. дюймов около 1929 года. Также и средний размер катушек для ровницы при производстве пряжи 20s возрос с 80 куб. дюймов около 1890 года до 115 куб. дюймов около 1929 года. Менеджеры выбирали такие станки, которые занимали больше площади, но позволяли экономить на труде. Зачем бы они это делали, если бы были вынуждены сохранять неизменное число веретен на одного рабочего?