В последние годы совместная экспедиция Института археологии НАНУ и Черниговского государственного педагогического университета им. Т.Г. Шевченко возобновила планомерные раскопки в разных частях памятника — на городище, посаде и подоле. Ремесленный характер поселения подтверждают многочисленные находки инструментария, готовых изделий, отходов железоплавильного, кузнечного и керамического производства, встречающиеся во всех частях памятника ( Коваленко2001. С. 185–191).
Все вышесказанное пробуждает особый интерес к изучению техники, технологии, общей технической культуры железообрабатывающего производства в Шестовице. В силу специфики этого памятника может встать вопрос о характере формирования местных технологических традиций: в чем их возможное единство или различие.
Следует сказать, что интерес к технологической характеристике кузнечной продукции из Шестовиц возник много раньше: в 80-х годах была исследована коллекция в 46 предметов, которые происходили из культурного слоя и сооружений преимущественно X — начала XI в. из городища и посада в урочище Коровель (из раскопок В.П. Коваленко 1983-84 гг.) ( Вознесенская,1988. С. 55–57). Уже тогда было обращено внимание на то обстоятельство, чту при общем соответствии технологической характеристики шестовицкой кузнечной продукции таковой из других южнорусских центров, в Шестовице более, чем в других южнорусских материалах, ощутима доля трехслойных клинков среди изделий со сварной конструкцией.
Настоящая работа основана на металлографических исследованиях коллекции кузнечных изделий из раскопок Шестовицкого археологического комплекса (городище, посад, подол) за период 1998–2002 гг. Для исследования было отобрано 196 предметов — хозяйственные ножи и разного рода инструменты, в основном ремесленные. При статистических подсчетах включены и ранее исследованные материалы раскопок 1983-84 гг.
Таким образом, технологическая характеристика кузнечной продукции из Шестовиц составлена по итогам исследования 242 предметов, которые представляют собой качественные кузнечные изделия. Основу технологического изучения коллекции составили металлографические исследования: макро- и микроструктурный анализ, измерение микротвердости структурных составляющих.
Технологическая характеристика орудий труда и инструментов разного назначения
Около половины изученных изделий — хозяйственные ножи (147 экземпляров). Известно, что эта категория кузнечных изделий наиболее полно документирует технику и технологию железообработки и наиболее информативна при статистических подсчетах. Как показало технологическое изучение этой категории поковок, хозяйственные ножи изготовлялись по пяти технологическим схемам: клинки цельножелезные, цельностальные, с цементированным лезвием, изготовленные в технике трехслойного пакета, с наварными стальными лезвиями.
Ножи с железным клинком (цельножелезные) — 23 экземпляра
Изготовлены путем свободной кузнечной ковки без применения каких-либо операций, которые могли бы улучиить эксплуатационные качества лезвия. Кричное железо (феррит) обычной характеристики, иногда неравномерно науглероженное. Микротвердостъ как правило в пределах 170-206-221 кг/мм 2. Но есть три ножа, где микротвердость феррита 322–421; 254–297; 254 кг/мм 2. Микроструктура феррита отличается крупнозернистостью, что в сочетании с высокой твердостью определенно свидетельствует об исходном сырье как о фосфористом твердом кричном железе. Содержание шлаковых включений в феррите за редким исключением в пределах обычного.
Ножи с цельностальным клинком — 56 экземпляров
Сырьем для изготовления цельностальных ножей служила сырцовая сталь с неравномерным содержанием (более 0,3 %, т. к. большинство клинков сохранило термообработку) и распределением углерода. Термообработкой была закалка, о чем свидетельствуют мартенситные и мартенсито-трооститные структуры лезвий. Сорбитообразные структуры перлита и глобулярное строение перлита могут свидетельствовать или о других режимах термообработки или об отпуске, длительной выдержке при случайном попадании изделия в огонь. Несколько клинков, которые вполне могли воспринять закалку (содержат местами до 0,4–0,7 % углерода) были в отожженном состоянии (не имели следов термической обработки). Клинки некоторых ножей откованы из заготовок твердой стали с равномерным распределением углерода: об этом свидетельствуют однородные структуры клинков с высокой микротвердостъю.
Ножи с цементированным клинком — 8 экземпляров
Все восемь ножей изготовлены по однотипной схеме: сквозная цементация острия лезвия с последующей закалкой. Во всех случаях микроструктура лезвия мартенситная, микротвердосгь 464,724–824, 514–642 кг/мм 2.
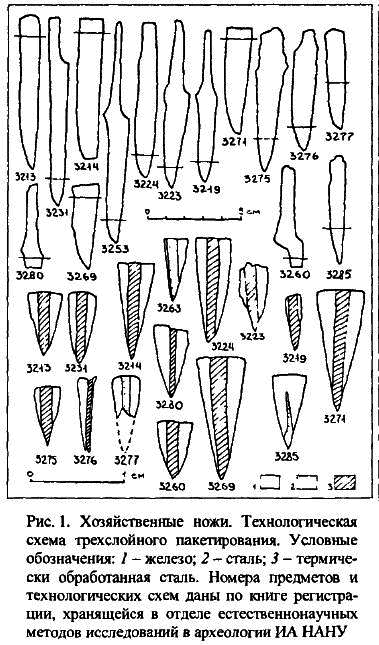
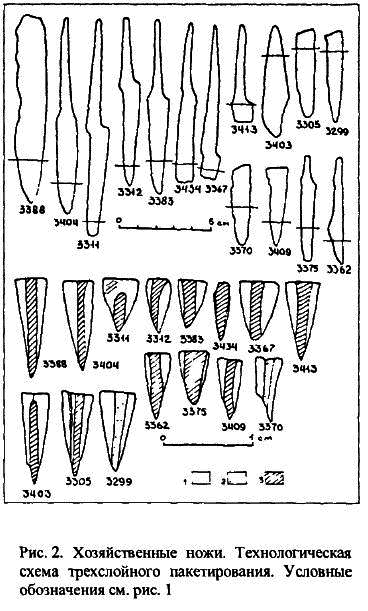
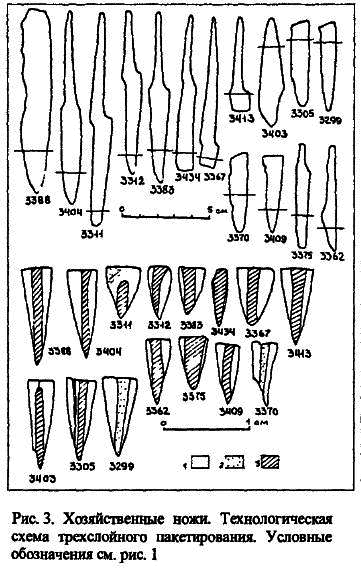
Ножи с трехслойным клинком — 46 экземпляров (рис. 1–3)
Эти ножи представляют классическую схему трехслойного клинка: в центре проходит полоса высокоуглеродистой стали с выходом на лезвие, по бокам ее — полосы чистого железа. Клинки, как правило, закалены, — стальные полосы имеют, чаще всего, микроструктуру мартенсита, мартенсита с трооститом, сорбита, сорбита с ферритом. Встречаются сорбитообразные структуры перлита, коагулированный перлит с ферритом, — эти микроструктуры также свидетельствуют о возможной тепловой обработке поковки. Микротвердосгь мартенситных структур варьирует (в зависимости от содержания углерода в стали, степени нагрева поковки под закалку, скорости охлаждения после нагрева) от 351 до 824-946-1288 кг/мм 2. Сорбитные и сорбитообразные микроструктуры гораздо мягче, — 221-254-297-322 кг/мм 2.
Стальные полосы нескольких ножей имеют стабильную структуру отжига, что не позволяет говорить о термообработке этих клинков.
В эту группу ножей включены несколько клинков, которые выполнены по технологии глубокой вварки стального лезвия в железную основу ножа с последующей его термообработкой. Эта технологическая схема обычно рассматривается как переходная от технологии трехслойного пакетирования к наварке стального лезвия.
Большинство ножей этой группы можно отнести к упомянутому типу узколезвийных ножей удлиненных пропорций с толстой спинкой и трехслойным (иногда пятислойным) клинком. Несомненно, что здесь мы констатируем не часто встречающуюся зависимость формы изделия и технологии его изготовления. Еще одна характерная особенность этой группы клинков, — использование определенного сорта железа, обладающего высокой твердостью. Микротвердость феррита в этих клинках в пределах 254–299, 322–351, 351–383 кг/мм 2. Исследователи связывают высокую твердость кричного железа с повышенным содержанием в нем фосфора.
Среди описываемой технологической группы ножей есть несколько экземпляров, которые имеют широколезвийный клинок и, что интересно, во всех этих случаях использовано при ковке обычное кричное железо с микротвердостью феррита 143–160, 221, 206–236 кг/мм 2. Есть ли в этом закономерность или случайное совпадение, могут определить дальнейшие исследования.
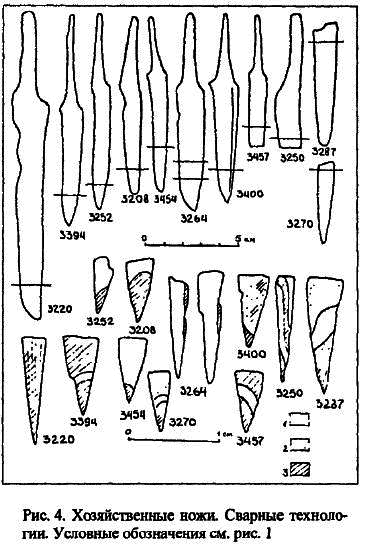
Ножи с наварными лезвиями — 9 экземпляров (рис. 4)
В этой группе четыре ножа представляют классическую схему торцовой наварки стального лезвия на железную основу клинка с последующей термообработкой. Три клинка закалены, один имеет следы термообработки.
Один нож имеет стальное наварное лезвие на пакетную основу клинка, состоящую из трех полос металла, — стальная в центре и по бокам железные.
И, наконец четыре ножа, технология изготовления которых чрезвычайно редко встречается в древнерусской кузнечной практике. Речь идет о ножах со вставками из твердого (фосфористого) железа: при технологии торцовой наварки стального лезвия на основу клинка используется прокладка твердого железа (микротвердость феррита 254–383 кг/мм 2). Существует мнение, что такие прокладки облегчали сварку твердой стали с мягким железом (Mazur, Nosek,1972. S. 291). В шестовицких ножах клинки имеют лезвие и спинку стальные, поэтому техническая надобность в прокладке твердого железа отсутствует. Только один из них можно рассматривать как пример наличия вставки для облегчения процесса сварки. В этих ножах нет конструктивной необходимости во вставке твердого железа, — она давала, скорее всего, оптический эффект при полировке (тонкая блестящая светлая полоска вдоль клинка ножа).