Соч.: Pisma wszystkie, t. 1—13, Warsz., 1955—69; в рус. пер. — Комедии. [Вступ. ст. К. Н. Державина], М., 1956.
Лит.: Стахеев Б. Ф., А. Фредро, в кн.: История польской литературы, т. 1, М., 1968; Pigoń S., Spuścizna literacka A. Fredry, Warsz., 1954; его же, W pracowni A. Fredry, Warsz., 1956; Wyка K., A. Fredro, Warsz., 1968.
Б. Ф. Стахеев.
А. Фредро.
Фреза
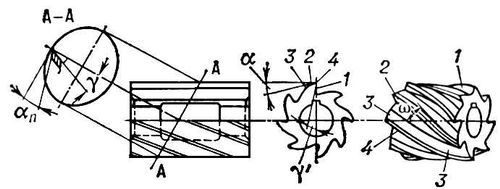
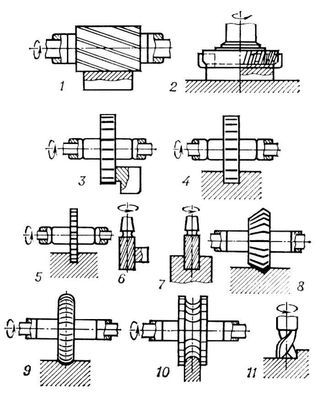
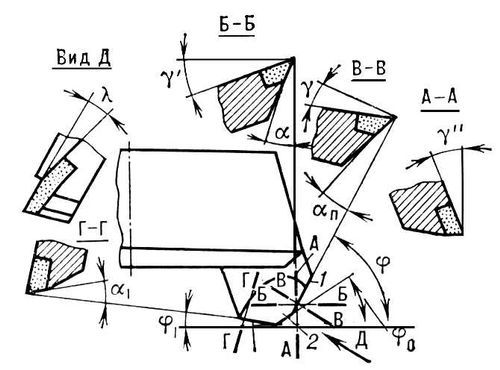
Фреза' (от франц. fraise), режущий многозубый (многолезвийный) инструмент в виде тела вращения для обработки металлов и др. конструкционных материалов резанием (фрезерованием ). По типу (назначению) различают Ф. цилиндрические, торцовые, дисковые пазовые (одно-, двух- и трёхсторонние), отрезные (прорезные), концевые, шпоночные, Т-образные пазовые, угловые, фасонные (в т. ч. модульно-дисковые и пальцевые), червячные (см. рис. 1 ); по сечению зуба — остроконечные, затылованные; по форме зубьев — с прямыми, винтовыми, разнонаправленными зубьями; по направлению винтовых канавок — с правыми и левыми канавками; по конструкции — цельные, составные, сборные, со вставными зубьями (ножами), комплектные: по способу крепления — насадные, с хвостовиком (конические или цилиндрические); по материалу режущей части — из быстрорежущей стали, твёрдого сплава, композиционного материала. На рис. 2 и 3 даны геометрические параметры режущей части наиболее широко используемых типов Ф. — цилиндрический и торцовой. Экспериментально установлены следующие диапазоны оптимальных геометрических параметров режущей части: передний угол g — (—10)—30°; главный задний угол a — 10—30 °; вспомогательный задний угол a1 — 4—10 °; главный угол в плане j — 30—90°; вспомогательный угол в плане j1 — 1—10 °; длина переходной режущей кромки l — 1—2 мм ; угол наклона главной режущей кромки l — (—5)—
15 °; угол наклона винтовых канавок (зубьев) w — 10—45 °. На производительность фрезерования, стойкость Ф., качество обработанных поверхностей, силу резания и т.п. влияют и др. геометрические параметры Ф.: an — задний угол в нормальном сечении, g¢ — поперечный передний угол, g¢¢ — продольный передний угол, j — угол в плане переходной режущей кромки. См. также ст. Геометрия резца .
Лит.: Гладилин А. Н., Малевский Н. П., Справочник молодого инструментальщика по режущему инструменту, 3 изд., М., 1973; Вульф А. М., Резание металлов, 2 изд., Л., 1973; Резание конструкционных материалов, режущие инструменты и станки, 2 изд., М., 1974; Обработка металлов резанием. Справочник технолога, 3 изд., М., 1974.
Д. Л. Юдин.
Рис. 2. Геометрические параметры режущей части цилиндрической фрезы: 1 — передняя поверхность зуба; 2 — задняя поверхность зуба; 3 — затылочная поверхность зуба; 4 — винтовая главная режущая кромка зуба.
Рис. 1. Основные типы фрез: 1 — цилиндрическая; 2 — торцовая; 3 и 4 — дисковые пазовые; 5 — прорезная; 6 и 7 — концевые; 8 — угловая; 9 и 10 — фасонные; 11 — шпоночная.
Рис. 3. Геометрические параметры режущей части торцовой фрезы: 1 — главная режущая кромка; 2 — переходная режущая кромка.
Фреза почвенная
Фреза' по'чвенная, навесная машина для рыхления и перемешивания почвы (см. Фрезерование почвы ). Различают Ф. п. для сплошной и междурядной обработки почвы и специальные машины. Для сплошной обработки в СССР применяют болотные, лесные и полевые Ф. п. (ФБН-0,9, ФБН-1,5, ФБН-2,0). Они применяются для разделки почвы после первичной вспашки осушенных болот, подготовки почвы под посадку лесных культур, в парниках и теплицах, для улучшения лугов и пастбищ. Для междурядной обработки почвы применяют садовые и пропашные Ф. п. (ФП-2, ФС-0,9, ФС-0,7). Группу специальных машин составляют фрезерные каналокопатели (КФН-1200, ЭТР-171 и др.), каналоочистители (ЭМ-202, Д-490 М) и др. Рабочий орган Ф. п. (рис. ) — вращающийся фрезерный барабан, к дискам которого равномерно по окружности прикреплены прямые или изогнутые ножи (зубья). Барабан приводится во вращение от вала отбора мощности трактора. Диаметр барабана 300—800 мм , число ножей на одном диске 4—8, частота вращения барабана от 160 до 320 об/мин . Ширина захвата Ф. п. 0,7—4,2 м , глубина обработки 6—20 см , производительность 0,03—2,0 га/ч . Ф. п. широко применяют за рубежом. Ширина захвата их 1,3—2,2 м ; глубина обработки до 25 см .
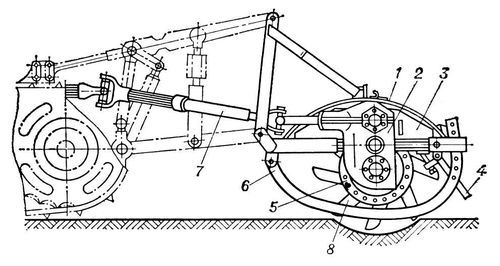
Почвенная фреза: 1 — кожух фрезбарабана; 2 — редуктор; 3 — рама; 4 — решётка; 5 — фрезбарабан; 6 — лыжа; 7 — карданная передача; 8 — нож.
Фрезениус Карл Ремигий
Фрезе'ниус (Fresenius) Карл Ремигий (28.12.1818, Франкфурт-на-Майне, — 11.6.1897, Висбаден), немецкий химик. Учился в Боннском и Гисенском университетах. Был ассистентом Ю. Либиха . С 1845 — профессор с.-х. института в Висбадене, где организовал (1848) химическую лабораторию, ставшую впоследствии одной из лучших аналитических лабораторий. Ф. — автор классических руководств по химическому анализу — качественному (1841) и количественному (1846), переведённых на многие языки. Основал «Журнал аналитической химии» («Zeitschrift für analytische Chemie») и был его редактором до конца жизни (1862—97).
Соч.: Anieitung zur qualitativen chemischen Analyse, 17 Aufl., Braunschweig, 1919; в рус. пер.: Руководство к качественному химическому анализу, М., 1881.
Лит.: Szabadváry F., Geschichte der analytischen Chemie, Bdpst, 1966.
Фрезерный станок
Фре'зерный стано'к в металлообработке, металлорежущий станок для обработки резанием при помощи фрезы , наружных и внутренних плоских и фасонных поверхностей, пазов, уступов, поверхностей тел вращения, резьб, зубьев зубчатых колёс и т.п.
Принцип фрезерования, по-видимому, зародился в Европе в 16 в. — Леонардо да Винчи дал эскиз прототипа фрезы в виде вращающегося круглого напильника. Известен станок с вращающимся напильником, построенный в Пекине в 1665. Прототипы современных Ф. с. появились в 19 в.: консольный в 1835, универсальный в 1862, продольный в 1884. В дальнейшем конструкции Ф. с. быстро развивались, типы их дифференцировались.
По назначению Ф. с. разделяют на универсально-, горизонтально-, вертикально-, продольно-, копировально-, резьбо-, шпоночно-, карусельно-, барабанно-фрезерные и др. По конструкции Ф. с. могут быть консольные и бесконсольные. Главное движение у Ф. с. (вращательное) осуществляется фрезой, движение подачи (поступательное) — заготовкой; в некоторых случаях (например, при обработке крупных изделий) движение подачи может сообщаться фрезе.
Универсально-фрезерный станок (рис. , а) консольной конструкции характеризуется горизонтальным расположением оси шпинделя, имеет хобот с подвеской для крепления оправки фрезы и предназначен для работы с разными типами фрез. Станок имеет поворотный (в горизонтальной плоскости) стол, что позволяет фрезеровать винтовые канавки; стол может перемещаться в продольном, поперечном и вертикальном направлениях. Горизонтально-фрезерный станок аналогичен универсально-фрезерному, но его стол не имеет возможности поворачиваться. Вертикально-фрезерный станок (рис. , б) по конструкции близок к горизонтально- и универсально-фрезерным станкам, но отличается от них вертикальным расположением оси шпинделя. Продольно-фрезерный станок (рис. , в) предназначен для обработки различных плоскостей у крупногабаритных заготовок (или их групп), установленных в многоместных приспособлениях на столе станка, главным образом торцовыми фрезами. На вертикальных стойках станка, смонтированных на станине, расположены боковые фрезерные головки, а также поперечина с вертикальными фрезерными головками. Каждая головка имеет индивидуальный привод вращения шпинделя; оси шпинделей могут перемещаться в горизонтальной и вертикальной плоскостях, а также устанавливаться под углом. Продольную подачу имеет стол, поперечную — вертикальные фрезерные головки, а вертикальную — боковые. Все фрезерные головки имеют общий привод подач. Шпоночно-фрезерный станок используется для фрезерования шпоночных пазов (по замкнутому полуавтоматическому циклу движений) вращающейся шпоночной фрезой (вертикальная подача на глубину паза, затем прямолинейная горизонтальная подача вдоль оси паза и обратная горизонтальная подача в конце хода). Эти станки бывают одно- и многошпиндельные. Карусельно-фрезерный станок служит для непрерывного фрезерования плоскостей литых, кованых и штампованных заготовок торцовыми фрезами. Стол станка имеет круговую подачу. Барабанно-фрезерный станок предназначен для одновременной обработки двух торцовых поверхностей заготовок (шатунов, валов, вилок и т.п.), а также фрезерования пазов (см. также статьи Зубообрабатывающий станок , Копировально-фрезерный станок , Резьбофрезерный станок ).