При нарезании резьбы в глухих отверстиях, чтобы не сломать метчик, после каждых двух-трех полных оборотов его следует вывинчивать и удалять стружку. При этом полезно контролировать глубину отверстия и положение метчика, чтобы предупредить его поломку.
Наружная резьба на прутках нарезается плашками, закрепленными в плашкодержателях. Для получения чистой резьбы диаметр прутка должен быть несколько меньшим размера резьбы. Перед нарезкой обрабатываемую часть прутка смазывают машинным маслом или техническим вазелином. Для скалывания стружки после каждого оборота плашку поворачивают на пол-оборота в обратном направлении.
Очистка
Очистка загрязненных поверхностей деталей из алюминиевых сплавов производится травлением. Для этого в течение 1–2 мин обрабатывают деталь в 5 %-ном растворе едкого натра, промывают в воде, опускают в азотную кислоту и снова промывают. После этого металл приобретает чистый серебристый цвет.
Значительно улучшится вид деталей из дюралюминия, если смазать их поверхность водным раствором буры (1 г буры на 100 мл кипяченой воды) с добавлением нескольких капель нашатырного спирта. Через 30 мин детали протирают чистой суконной ветошью.
Поверхности медных, латунных и бронзовых деталей очищают пастор состоящей из равных частей талька и древесных опилок, смешанных со столовым уксусом до получения тестообразной массы. Хорошие результаты получают при использовании пасты составленной из равных частей поваренной соли и мела замешанных на молочной сыворотке.
Фосфатирование
Фосфатирование стальных деталей обеспечивает образование на поверхности металла защитной пленки с высокими антикоррозийными свойствами.
Зачищенную, отполированную, обезжиренную (например, бензином) и декапированную (в течение 1 мин в 5 %-ном растворе серной кислоты) стальную деталь погружают в горячий раствор (35 г/л) мажефа — фосфорнокислый солей марганца и железа. Температура раствора должна быть 97-99Т. При этом наблюдается бурный химический процесс с выделением большого количества водорода. Через час-полтора выделение водорода прекращается, деталь выдерживают в растворе еще 10–15 мин, после чего тщательно промывают горячей водой, сушат и смазывают маслом (вазелином).
Оксидирование
Оксидирование стали (железа) являются разновидностью антикоррозийного и декоративного покрытия. Среди таких способов, как фосфатирование, химическое никелирование, оксидирование, последний является наиболее простым, нетрудоемким, не требующим особых затрат.
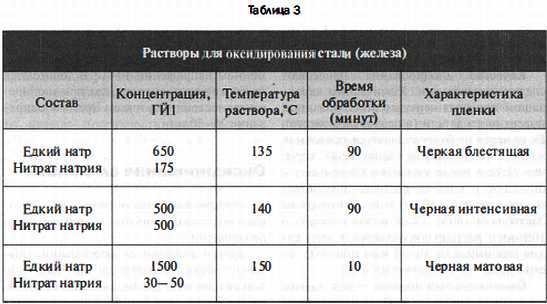
Зачищенную отполированную деталь декапируют (на 1 мин опускают в 5 %-ный раствор серной кислоты), затем промывают и воде комнатной температуры и пассивируют кипячением около 5 мин в мыльной воде (50 г хозяйственного мыла растворяют в литре воды). После этого в эмалированной, а лучше — в специальной керамической, посуде обрабатывают деталь в одном из растворов, приведенных в табл. 3.
Воронение
Воронение придает хороший внешний вид стальным деталям. При этом деталь покрывается пленкой оксидов, предотвращающей коррозию металла и имеющей приятный тон — от синего до черного.
Перед воронением деталь тщательно шлифуют в полируют, затем ее обезжиривают, протирая тампоном, смоченным в бензине. Для обезжиривания можно использовать водный раствор стирального порошка. После этого деталь нагревают до температуры 250–300 °C и протирают тампоном, пропитанным конопляным маслом. Для повышения антикоррозийных свойств остывшую деталь протирают техническим вазелином, затем насухо вытирают.
Существует и другой способ воронения: обезжиренную деталь погружают в расплавленную натриевую селитру (310–350 °C). В течение 3–5 мин на поверхности погруженной детали образуется тонкая; но очень прочная пленка красивого синеватого оттенка.
Анодирование алюминия
Анодирование алюминия и алюминиевых сплавов обеспечивает образование устойчивой защитной пленки, которая может быть окрашена в любой цвет.
При анодировании постоянным током деталь сначала полируют до зеркально го блеска (царапин и вмятин не должно быть), обезжиривают ацетоном и затем, в течение 3–5 мин — раствором едкого натра (50 г/л). Температура раствора должна быть около 50 °C.
После обезжиривания желательно провести химическое полирование. Для этого деталь необходимо поместить на 5-10 мин в состав из 75 объемных долей ортофосфорной кислоты и 25 серной кислоты. Температура состава должна быть 90-100 °C.
Деталь после полирования промывают и опускают в ванну, заполненную 20 %-ным раствором серной кислоты (температура электролита не более 20 °C). Ванной может служить стеклянная, керамическая или эмалированная посуда. Подвеска для детали должна быть алюминиевой. Анод — деталь. Катод — свинцовая пластинка. Контакты токопроводов (алюминиевых) с анодом и катодом должны быть очень надежными (их лучше всего выполнять клепкой или пайкой). Напряжения на электродах поддерживают 10–15 В. Плотность анодного тока для алюминиевых деталей 0,15-0,20 А/дм2, для деталей из дюралюминия — 2–3 А/дм2. Необходимую плотность тока можно обеспечить изменением напряжения в указанных пределах и изменением расстояния между электродами. Время анодирования 25–50 мин.
Качество анодирования проверяют следующим образом. Химическим карандашом проводят черту по анодированной поверхности детали (в незаметном месте). Если черта не будет смываться проточной водой, анодирование выполнено хорошо. Деталь после проверки промывают и опускают в водный раствор анилинового красителя на 10–15 мин. Температура раствора 50–60 °C. Если деталь опустить в 10 %-ный раствор двухромовокислого калия (хромпика на 10–12 мин при 90 °C, то она окрасится в золотистый цвет.
Окончательный процесс — уплотнение (закрытие) пор пленки. Поры уплотняются после кипячения детали в воде в течение 15–20 мин.
Деталь после просушки можно покрыть бесцветным лаком или клеем БФ-2, БФ-4.
При анодировании переменным током все подготовительные и заключительные операции аналогичны описанным выше.
Различие состоит в том, что анодируются сразу две детали (если деталь одна, то в качестве второго электрода используют алюминиевый лист или болванку). При переменном напряжении 10–12 В добиваются такой же плотности тока, как при анодировании постоянным током. Время анодирования 25–30 мин.
Оксидирование алюминия
Оксидирование алюминия и алюминиевых сплавов обеспечивает защиту деталей от коррозии.
Детали очищают от загрязнений, тщательно обезжиривают в бензине или, если они сильно загрязнены, в кипящем растворе кальцинированной (безводной) соды, после чего промывают в теплой (50–60 °C), а затем — в холодной воде до тех пор, пока вся поверхность не станет равномерно смачиваться.
Для оксидирования приготовляют раствор, содержащий 50 г кальцинированной соды, 15 г хромовокислого натрия и 1 г силиката натрия на один литр дистиллированной (в крайнем случае — кипяченой) воды. В подогретый до 80 °C раствор деталь опускают на 10 мин. Затем ее тщательно промывают в проточной воде.
Можно предложить и другой способ оксидирования алюминия. Деталь крацуют (чистят поверхность кардо-щеткой), делая небольшие штрихи в разных направлениях, создавая определенный рисунок. Стружку и грязь удаляют чистой ветошью. Затем поверхность детали покрывают ровным слоем 10 %-ного раствора едкого натра (температура раствора 90-100 °C). После высыхания раствора на поверхности детали образуется красивая пленка с перламутровым отливом. Сверху пленку покрывают бесцветным лаком. Пленка получится более красивой, если перед нанесением раствора едкого натра деталь нагреть до 80–90 °C