Гибка труб, особенно большого диаметра (30–40 мм), может производиться с использованием пружины.
Определив длину изгибаемой части трубы, навивают пружину, длина которой должна быть равна изгибаемой части или чуть больше ее. Наружный диаметр пружины должен быть на 1,5–2 мм меньше внутреннего диаметра трубы. В качестве материала для пружины используют проволоку диаметром 1–4 мм (в зависимости от толщины стенки трубы). Намотка ведется так, чтобы между витками был зазор 1,5–2 мм. Пружину устанавливают в трубе — в месте изгиба. Гибку производят на болванке с радиусом, равным внутреннему радиусу изгиба, предварительно разогрев место изгиба паяльной лампой. Изгиб получается аккуратным, без помятостей. После окончания работы пружину удаляют. Пружины можно изготовить из стальной проволоки на специальной оправке, зажатой в патрон дрели, которая, в свою очередь, закреплена в тисках. Оправка представляет собой стальной пруток соответствующего диаметра с резьбой, гайкой и продольным пазом на одном конце, который остается свободным при креплении прутка в дрели. Конец пружинной проволоки вставляют в паз и зажимают гайкой, после чего, вращая патрон дрели, производят навивку пружины. Для создания необходимого растяжения проволоку пропускают между двумя плотно сжатыми деревянными планками. Окончив навивку, гайку отвинчивают и пружину снимают с оправки. Эту же оправку можно использовать для навивки пружин большего диаметра, если предварительно намотать на нее в несколько слоев металлическую фольгу или плотную бумагу.

Аккуратный изгиб трубы можно получить и другими способами.
1. С одного конца трубу закрывают металлической пробкой, а с другого — заливают расплавленный свинец или оловянно-свинцовый припой. (Во избежание ожогов трубу необходимо предварительно хорошо просушить.) После гибки свинец (припой) выплавляют, нагревая трубу паяльной лампой.
2. Трубу предварительно заполняют горячим песком.
3. В трубу заливают воду и замораживают каким-либо способом (например, в морозильной камере холодильника, если позволяют размеры). Затем трубу изгибают, после чего нагревают и выпускают воду.
Сверление отверстий
При большом числе отверстий разного диаметра вначале рекомендуется просверлить их все сверлом, диаметр которого равен диаметру самого малого отверстия, а уж затем рассверлить остальные отверстия до нужных размеров. Во избежание ошибок одинаковые отверстия помечают. Следует учитывать при этом, что отверстия, диаметр которые всего в 1,2–1,5 раза больше диаметра самого малого отверстия, сверлят сразу сверлом необходимого размера.
Зенкование отверстий делают для придания им законченного вида. Зенкование выполняют на небольшую глубину (0,2–0,3, мм) с обеих сторон специальным инструментом (зенковкой) или сверлом, диаметр которого примерно вдвое больше диаметра отверстия. Сверло затачивают под углом 90°.
При сверлении отверстий в стали, алюминии и его сплавах необходимо использовать смазочно-охлаждающие вещества: для мягких сталей — технический вазелин; для нержавеющих сталей — олеиновую кислоту; для твердого алюминиевого сплава (типа Д16Т) — хозяйственное или туалетное мыло; для алюминия, органического стекла, гетинакса — мыльную воду.
Клепка
Клепка используется для неразъемного соединения деталей. Заклепки обычно изготовляют из стали, меди, латуни, алюминия и других метров и сплавов, поддающихся ковке. Длина стержня заклепки берется исходя из суммарной толщины склепываемых деталей и выступающей части стержня, необходимой для образования замыкающей головки. Для образования плоской (потайной) головки выступающий конец должен быть равен половине диаметра стержня, а для полукруглой головки — полутора диаметрам. Диаметр стержня заклепки выбирают в зависимости от толщины склепываемых листов или деталей:
d = 2S,
где S — наименьшая толщина склепываемых деталей (листов).
Диаметр отверстий под заклепки делают на 0,1–0,2 мм большим диаметра стержня заклепок, а выступающий конец стержня — слегка коническим. Это облегчает вставку заклепок в отверстия. С помощью натяжки (стальной стержень с углублением-лункой в торце, причем диаметр и глубина лунки несколько больше чем у выступающей части заклепки), ударяя по ней молотком, плотно сжимают склепываемые детали. Затем расклепывают стержень заклепки, стремясь, чтобы количество ударов было минимальным. Для этого сначала сильными ударами осаживают стержень, затем легкими ударами молотка формуют головку, а окончательно формируют ее обжимкой (стержень с лункой в торце по форме головки заклепки). Если на выступающий конец заклепки устанавливать обжимку и, ударяя по ней, одновременно расклепывать и оформлять головку, то при этом возможно смещение головки относительно оси заклепки, что нежелательно.
Заклепки можно изготовить самому из медной или алюминиевой проволоки с помощью несложного приспособления, показанного на рис. 2.
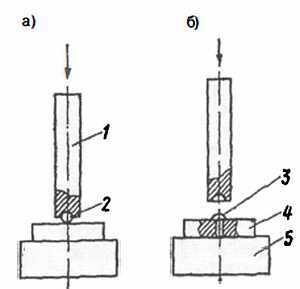
Рис. 2. Изготовление обжимки, (а) и формовка головки заклёпки (б) с помощью обжимки
Оно представляет собой стальную пластину с отверстием, диаметр которого равен диаметру проволоки. Толщина пластины должна быть равна длине заклепки. Для заклепок с полукруглой головкой длина заготовки должна быть больше длины заклепки на 1,3–1,5 диаметра.
Пластину 4 кладут на стадную плиту 5, в отверстие пластины вставляют заготовку 3 и легкими ударами молотка расклепывают выступающую часть заготовки, стараясь придать ей форму, близкую к полусферической. Окончательно формовку головки заклепки производят с помощью обжимки 1. Готовую заклепку выбивают из пластины с обратной стороны стальным стержнем, диаметр которого на 0,1–0,2 мм меньше диаметра отверстия.
Обжимку изготовляют из стального или латунного прутка подходящего диаметра. В торце прутка сверлом, диаметр которого примерно вдвое больше диаметра заклепки, делают углубление. Затем на стальную плиту кладут стальной шарик 2 одинакового со сверлом диаметра, на него устанавливают обжимку (углублением к шарику) и ударами молотка по свободному концу обжимки придают углублению полусферическую форму.
Если необходимо изготовить заклепки с потайной головкой, то отверстие в пластине зенкуют с одной стороны сверлом, заточенным под углом 90°. В этом случае длина заготовки из проволоки должна быть больше длины заклепки на 0,6–0,8 диаметра.
Резьба
Резьба в отверстиях нарезается с помощью метчиков. Для каждого стандартного размера резьбы в комплект, как правило, входят два метчика: первый маркируется одной кольцевой риской, второй — буквой Е. Резьбу нарезают сначала первым метчиком, затем — вторым. Для скалывания стружки метчик после каждого оборота по часовой стрелке поворачивают на пол-оборота в обратном направлении. При работе метчики закрепляют в специальных держателях (воротках). Удобно при резьбе размером менее М4 использовать для этой цели ручки («Клювики») от переключателей. Для улучшения качества резьбы рекомендуется применять те же смазочно-охлаждающие вещества, что и при сверлении. Диаметр отверстия под резьбу приближенно определяют, умножив размер резьбы на 0,8 (например, для резьбы М2 сверло должно иметь диаметр 1,6 мм, для М3 — 2,4 мм, для М4 -3,2 мм и т. д.).
Для надежности резьбового соединения размер резьбы выбирают так, чтобы в резьбовом отверстии было не меньше трех полных ниток резьбы. Так, при толщине материала 2 мм нужно нарезать резьбу М2 и МЗ, у которой шаг 0,4 и 0,5 мм соответственно. Резьбу М4 применять нецелесообразно, так как шаг у нее 0,7 мм.