И, наконец, если практически разрешить вопрос о верховном управлении цехом, главными циклами производства и предприятием в целом, то, не решив вопроса, а кто же именно персонально и в каком правовом положении (в качестве контрагента по отношению к заводу, в качестве полноправного начальника цеха, в качестве директора, главного инженера или начальника треста) будет проводить в жизнь методические построения, – нельзя и пытаться только одной голой консультацией решить вопроса.
К этим вопросам мы еще возвратимся в конце настоящей статьи. Теперь же мы попытаемся разрешить вопрос: как наиболее удобно разрешить вопрос об этом обновлении ткани в соответствии с самой организационной динамикой производства. Можно располагать какими угодно правами в предприятии, можно быть директором и все же можно утонуть в море своих собственных хлопот. Другими словами, можно настолько оказаться жертвой непосредственных управленческих реакций что не только потерять предвидение, но и не заметить главнейших организационных факторов, на которые надо опираться.
В дальнейшем нашем изложении мы разберем мыслимые и в то же время практически испробованные ЦИТ пути организационного воздействия при проведении мероприятий с узкой на широкую базу.
Материалом для нас будут служить работы ЦИТ на заводе «Шарикоподшипник», заводе им. Павлова, 1-м и 2-м заводах ЦИТ, отчасти на Магнитогорском заводе и шахте им. ОГПУ.
На всех этих предприятиях ЦИТ не только был проектантом, но и реализовал свои предложения. Но, однако, фактическая возможность реализации, правовая возможность были различны, как различны были и формы организационного воздействия.
Прежде всего мы установим различия в форме организационного воздействия.
Говоря о формах организационного воздействия, мы имеем в виду такую последовательность в приложении организационных усилий, которая, наряду с воздействием сторонней силы (в данном случае ЦИТ) на предприятие, в то же время опиралась на наиболее выгодное отношение одной организационной части предприятия к другой.
Предприятие имеет определенную организационную динамику. Предприятие нельзя рассматривать как действие законов чисто организационного (кинематического) движения. Даже без проведения принципа непрерывного потока с его принудительным динамическим воздействием одной части предприятия на другую, даже и тогда мы можем заметить, что сила принудительного давления одной части предприятия на другую бывает резко различна. При непрерывном же потоке уже само понятие «поток» предопределяет резко, принудительное воздействие звеньев по отношению друг к другу. И вполне естественно поставить вопрос о том, какие могут быть положения при взаимодействиях звеньев.
Поставим вопрос более конкретно. На какую часть предприятия наиболее выгодно опираться при работе над усовершенствованием предприятия?
ЦИТ испытал все теоретически возможные положения. Разберем их.
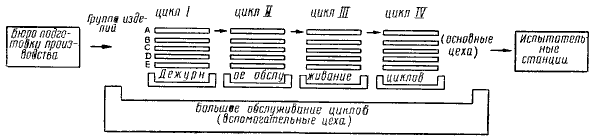
Организация предприятия может быть построена или по линии объектов (группы изделий), которые производит предприятие, или по принципу технологических стадий-циклов, через которые проходят объекты, или, наконец, по принципу функций, которые выявляются в процессе производства.
Изобразим это в виде простейшей схемы (рис. 1).
Рис. 1
По отношению к таким машиностроительным предприятиям, как 1-й ГПЗ, цикл I – это будут горячезаготовительные цеха, цикл II – токарные, III – шлифовочные и IV – сборочные; второй вариант: циклы II и III на ряде предприятий объединяются в единых поточных линиях механического цеха. По отношению к металлургическим предприятиям: цикл I – кокс, цикл II – чугун, цикл III – сталь, цикл IV – прокат.
Дежурное обслуживание – это питание вспомогательными материалами, приспособлениями, инструментом, уходом.
Большое обслуживание – это снабжение запасными агрегатами, приспособлениями и вспомогательными устройствами.
Не забудем, что в развитой схеме завода имеют место бюро подготовки производства со своими задачами проектирования операций, циклов и потоков. Они могут быть как в едином организационном образовании для всего завода, так и по отдельным циклам. Не забудем также и про органы испытаний готовой продукции в ее выпускной стадии как завершающем производственном цикле.
Каковы же пути организационно-производственной наладки предприятия в соответствии с этой схемой?
Для того чтобы ответить на этот вопрос, установим прежде всего одну бесспорную организационную истину о зависимости циклов: конечный цикл зависит непосредственно от 3-го, а третий и второй последовательно от 2-го и 1-го; это путь совершенно последовательного получения законченной продукции. Но установим и другое положение, тесно связанное с этим: недостаточное количество готовой продукции и лихорадочный темп ее выпуска зависят от того, что первые циклы не дают достаточного питания полуфабрикатами последующим, конечным циклам. А это, как показал опыт тех предприятий, на которых работал ЦИТ, и как показал опыт десятков и сотен других предприятий, зависит от 2 главнейших причин: 1) от неудовлетворительного распорядительства в первых циклах и 2) от плохого их обслуживания со стороны дежурных обслуживателей (а) и от плохого большого обслуживания со стороны вспомогательных цехов (б). Неудовлетворительное распорядительство по циклам проявляется не только в том, что четвертый цикл хронически голодает из-за недостаточного циклового питания в поступательном направлении, но и в том, что имеет место несоответственное распределение нагрузок в циклах по объектам.
Итак, мы сводим причины голодания конечных циклов к следующим четырем:
1) неправильное, неравномерное распределение нагрузок по объектам;
2) неправильное распределение нагрузок по поступательно-цикловому направлению;
3) неудовлетворительное дежурное обслуживание;
4) неудовлетворительное большое обслуживание.
Ясно, что и пути организационно-производственной наладки предприятия могут идти именно по этим 4 путям.
Для наибольшей определенности нашего изложения в дальнейшем установим, что у нас речь идет не о развертывании предприятия; об этом мы в свое время говорили, а мы говорим о том, как при наличии глубоких ошибок в развертывании и при падении культуры предприятия, при его недомогании, как при этих условиях его лечить, поставить на полный ход с надеждой на дальнейшее расширение производственной программы?
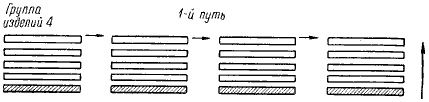
Рис. 2
Для наибольшей простоты изложения мы пока устраняем вопрос о работе бюро подготовки производства. Мы предположим, что имеем дело с выработанным и уточненным графиком цикловых движений полупродукции и продукции.
Приложение организационных усилий может быть проведено по 4 путям в соответствии с 4 положениями нашего диагноза.
Эти 4 пути следующие:
1) усилие в сторону отделки работы по одному или нескольким объектам по всей линии циклов с переходом потом ко всей широте объектов:
2) усилие в сторону отделки работы одного из циклов с переходом потом ко всей линии циклов;
3) отделка дежурного обслуживания на отдельных участках с переходом к дежурному обслуживанию всей линии основных цехов;
4) постановка работы по большому обслуживанию аналогично 3-му пути.
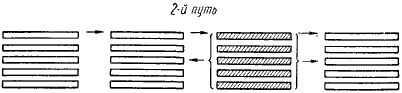
Рис. 3
Схематически изобразим это так:
Малые горизонтальные стрелки (рис. 2, 3, 4 и 5) показывают поступательное направление циклов в потоке.
Вертикальная стрелка (рис. 2) показывает направление перехода от одной (заштрихованной) пинии объектов ко всей широте объектов в форме отделки сквозных линий по циклам и по группам изделий.