Ремонтируем и собираем двигатель модели 402
Срок службы, или ресурс, двигателя со временем достигает своего предела.
Ухудшаются многие эксплуатационные характеристики двигателя. Снижаются топливные показатели и в первую очередь – уровень масла в картере вследствие угара; содержание токсичных отработавших газов превышает допустимые пределы; давление масла в системе смазки заметно падает. При измерении обнаруживается падение компрессии в отдельных цилиндрах двигателя. Из выхлопной трубы прогретого двигателя валит дым. Дымление увеличивается при разгоне и при опережении зажигания. На стоянке под картером сцепления образуются масляные пятна.
Кажется, что двигателю пришел конец. Но не все еще потеряно.
Попав в руки заботливого хозяина, двигатель может и должен обрести вторую, новую жизнь. Но это возможно лишь в том случае, если двигатель не достиг предельно изношенного состояния.
Итак, работоспособность двигателя может быть восстановлена. Для этого требуется заменить изношенные детали новыми стандартного размера или расточить их с применением сопрягаемых с ними новых деталей ремонтного размера. При этом понадобятся следующие детали (может быть, и ремонтного размера): поршни, поршневые кольца, вкладыши коренных и шатунных подшипников коленчатого вала.
Износ цилиндров (гильз), поршней и поршневых колец, пригорание (закоксовывание) или поломка поршневых колец могут стать причиной повышенного содержания окиси углерода в отработавших газах. Разберите частично двигатель. Снимите головку блока цилиндров вместе с коллектором, карбюратором и вентилятором, а также масляный поддон, предварительно слив охлаждающую жидкость и масло.
Проверьте состояние снятых поршней, поршневых колец, гильз и их сопряжений. Очистите от нагара и замените поломанные детали, а также детали с износом, близким к предельному.
Выявить износы внутренних поверхностей втулок клапанов сложно из-за малого их диаметра (9 мм) при сравнительно большой длине. При износившихся втулках требуется перво-наперво заменить клапаны. Новый клапан (в запасные части выпускается стандартного размера) под действием собственного веса должен свободно опускаться во втулку, при этом зазора между втулкой и клапаном, что можно обнаружить рукой, не должно быть. Если клапанов результата не дает, то от ремонтных работ следует отказаться, и вот почему. Запчасти, поставляемые в продажу, не всегда соответствуют требованиям, предъявляемым к их характеристикам, – высокая износостойкость материала, хорошая теплопроводность, филигранная точность обработки всех элементов деталей. В результате клапан не садится в седло, а сымитировать заводскую технологию запрессовки новых втулок едва ли удастся даже наиболее продвинутому автосервису.
А если и удастся, то стоимость ремонтных работ и заменяемых деталей (втулки, а может быть, и седла) будут равняться стоимости новой головки блока.
Если же потребуется разборка двигателя, то мы рекомендуем перед началом работ обратиться к специальной литературе, в которой хорошо изложена последовательность всех операций по разборке двигателя.
Итак, двигатель, разобранный, вычищенный и промытый, подготовлен к тому, чтобы начать его сборку.
Сборку начинаем с полной ревизии всех деталей двигателя: их измерений, выбраковки изношенных и замены новыми. Детали, ресурс которых еще до конца не выработан, проверяем, нет ли на них заметных следов изнашивания, и если их состояние не имеет признаков выработки, то, очищая от загрязнений и коррозии, оставляем их для сборки двигателя. При замене детали новой (запасной) обращайте внимание на ее качество.
При сборке двигателя рекомендуем использовать и эту книгу как указатель последовательности действий и методик их выполнения.
Итак, ремонтируем и собираем двигатель моделей 402.10 и 4021.10.
Перед сборкой двигателя масляные каналы блока прочищаем ершиком и продуваем сжатым воздухом.
Сборку двигателя производим в следующем порядке.
Надеваем картер сцепления на блок и закрепляем его.
Примечание: пружинно-рычажное сцепление может быть установлено в том же картере, что и диафрагменное сцепление.
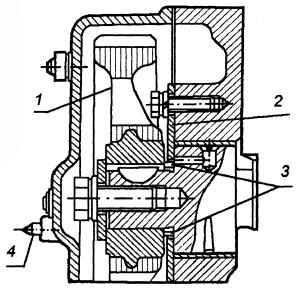
Надеваем на передний конец распределительного вала распорную втулку (распорное кольцо) толщиной 4,1+005мм и упорный фланец толщиной 4–0,05 мм. Запрессовываем шестерню распределительного вала (текстолитовую) и закрепляем ее болтом с шайбой (рис. 18). Момент затяжки 5,5–6 кгс?м. Зазор между упорным фланцем и ступицей шестерни 0,1–0,2 мм обеспечивается распорным кольцом, зажатым между шестерней и шейкой распределительного вала.
Средний ресурс опорных шеек распределительного вала в 2–3 раза больше, чем ресурс цилиндро-поршневой группы, так как распределительный вал вращается в шейках с уменьшенной скоростью и при первом капитальном ремонте двигателя, как правило, не требует замены шеек.
Рис. 18. Привод распределительного вала: 1 – шестерня; 2 – упорный фланец; 3 – распорная втулка; 4 – установочный штифт на крышке распределительных шестерен.
Номинальные диаметры опорных шеек распределительного вала, мм:
• первая шейка – 52,00–51,98;
• вторая шейка – 51,00–50,98;
• третья шейка – 50,00–49,98;
• четвертая шейка – 49,00–48,98;
• пятая шейка – 48,00–47,98.
Если окажется, что диаметр опорных шеек (см. правую колонку) меньше указанных пределов, распределительный вал подлежит замене. При покупке нового распределительного вала необходимо сверить размеры опор по правой колонке.
И только при втором капитальном ремонте двигателя может произойти износ опорных втулок. В этом случае изношенные втулки выпрессовывают из блока и заменяют новыми, обеспечивая совпадение масляных отверстий в блоке и втулках.
При запрессовке втулок для предупреждения их деформации рекомендуется сопрягаемые поверхности покрывать смесью моторного масла с графитом.
Запрессованные в блок втулки обрабатывают бортштангой, а в условиях личного гаража пользуются специальной длинной разверткой-скалкой. Если таких инструментов нет, то втулки пришабривают по опорным шейкам устанавливаемого распределительного вала. В ходе шабрения достигается полное прилегание сопрягаемых поверхностей.
Чтобы предупредить брак, шабрят коротким рабочим ходом хорошо заточенным инструментом, изготовленным из трехгранного напильника. Такой шабер при заточке надо обязательно охлаждать. Плохо заточенный шабер обязательно оставит следы в виде рисок и заусенцев на поверхности втулки, поэтому шабер следует подвергнуть доводке на шлифовальном камне. После черновой обработки втулки давить на шабер рукой следует слабее.
В конце обработки краской, приготовленной из смеси сажи с моторным маслом, намазывают опорную шейку распределительного вала и проворачивают в отверстии втулки. Закрашенные места слегка соскабливают. Так же обрабатывают и последующие втулки.
Приступаем к чистке трубки смазки шестерни распределительного вала и приворачиваем ее с помощью болта и хомутика к блоку. Вставляем собранный распределительный вал в опорные втулки блока цилиндров, смазав предварительно его опорные шейки маслом для двигателя.
Через отверстия в шестерне крепим двумя болтами с пружинными шайбами упорный фланец к блоку цилиндров, но болты окончательно не затягиваем.
Отрезаем от асбестового шнура, пропитанного антифрикционным составом и покрытого графитом (сальниковая набивка), две набивки. Одну из них длиной 122 мм вставляем в канавку задней шайбы упорного подшипника антифрикционным слоем к щеке коленчатого вала, а другую такой же длины вкладываем в гнездо корпуса держателя сальника также антифрикционным слоем в направлении шейки коленчатого вала и крепим две гайки с шайбами ключом с внутренним шестигранником «на 8».