Рис. 2. Амплитудные характеристики радиоприёмников с различными типами автоматической регулировки усиления. Пунктиром показан уровень напряжения сигнала на выходе, при котором появляются искажения принятых сигналов.
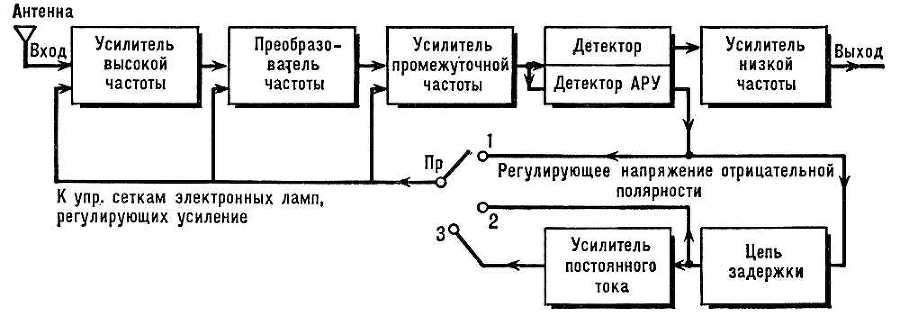
Рис. 1. Обобщённая блок-схема супергетеродинного радиоприёмника с различными типами автоматической регулировки усиления: в 1-м положении переключателя Пр — простая; во 2-м — задержанная; в 3-м — усиленно-задержанная.
Автоматическая роторная линия
Автомати'ческая ро'торная ли'ния, комплекс рабочих машин, транспортных устройств, приборов, объединённых единой системой автоматического управления, в котором одновременно с обработкой заготовки перемещаются по дугам окружностей совместно с воздействующими на них орудиями (см. Автоматическая линия). Наиболее распространены А. р. л. для операций, выполняемых посредством прямолинейного рабочего движения (штамповка, вытяжка, прессование, сборка, контроль).
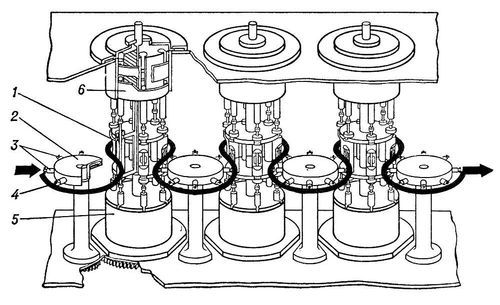
А. р. л. состоит из рабочих роторов и транспортных роторов, передающих заготовки с одного рабочего ротора на другой (рис. 1). Рабочий ротор представляет собой жёсткую систему, на которой монтируется группа орудий, равномерно расположенных вокруг общего вращающего систему вала. Необходимые рабочие движения сообщаются этим орудиям исполнительными органами; для малых усилий применяются механические исполнительные органы (рис. 2), для больших — гидравлические (например, штоки гидравлических силовых цилиндров). Инструмент, как правило, монтируется комплектно в предварительно налаживаемых (вне рабочих машин) блоках, сопрягаемых с исполнительными органами ротора преимущественно только осевой связью, что обеспечивает возможность быстрой замены блоков. Транспортные роторы принимают, транспортируют и передают изделия. Они представляют собой барабаны или диски, оснащенные несущими органами. Чаще применяются простые транспортные роторы, имеющие одинаковую транспортную скорость, общую плоскость транспортирования и одинаковую ориентацию предметов обработки. Для передачи изделий между рабочими роторами с различными шаговыми расстояниями или различным положением предметов обработки предназначены транспортные роторы, которые могут изменять угловую скорость и положение в пространстве транспортируемых предметов. Рабочие и транспортные роторы соединяются в линии общим синхронным приводом, перемещающим каждый ротор на один шаг за время, соответствующее темпу линии.
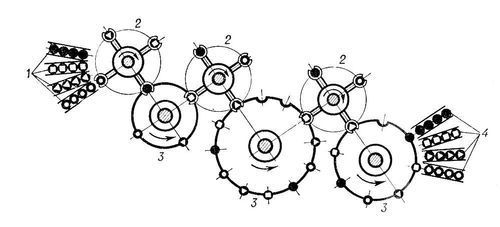
На А. р. л. можно выполнять операции, значительно различающиеся по продолжительности, например прессовые, контрольные, термические и химические. А. р. л. может одновременно обрабатывать несколько различных изделий. Такие многономенклатурные А. р. л. (рис. 3) могут применяться в немассовых производствах.
А. р. л. могут работать по т. н. рефлекторным циклограммам, обеспечивающим срабатывание каждого органа в соответствии с командой контроля по одному из нескольких предусмотренных законов (например, совершить рабочий ход или отказаться от него). Рефлекторные циклограммы позволяют машине реагировать без остановки на различные отклонения от нормального хода работы, например на поступление некондиционного предмета, прекращение подачи детали при сборке и т. п.
А. р. л. созданы в СССР в конце 30-х гг., зарубежные А. р. л. — в начале 50-х гг. В СССР А. р. л. получили применение в холодноштамповочном производстве, в пищевой промышленности (расфасовка и упаковка жидких продуктов), в производстве штучных изделий из пластических масс. Особенно перспективно дальнейшее распространение А. р. л. для выпуска массовых изделий (радиодеталей, штампованных деталей и др.). Их применение наиболее рационально в производстве с непродолжительными технологическими процессами и при изготовлении относительно простых предметов, имеющих форму тел вращения. Производительность А. р. л. определяется транспортной скоростью ротора и шаговым расстоянием между изделиями в роторе. Применение А. р. л. по сравнению с отдельными автоматами не роторного типа сокращает производственный цикл в 10—15 раз; значительно уменьшаются межоперационные запасы заготовок (в 20—25 раз); высвобождаются производственные площади; в несколько раз снижается трудоёмкость изготовления и себестоимость продукции; капитальные затраты окупаются за 1—3 года. См. также Автоматическая линия.
Лит.: Кошкин Л. Н., Густов А. А., Роторные машины для механической обработки, К., 1964; Кошкин Л. Н., Комплексная автоматизация на базе роторных линий, М., 1965.
Л. Н. Кошкин.
Рис. 1. Принципиальная схема автоматической роторной линии: 1 — блок инструмента; 2 — ротор транспортный; 3 — клещи; 4 — линия перемещения изделия при обработке; 5 — ротор рабочий; 6 — копир.
Рис. 3. Принципиальная схема многономенклатурной роторной линии: 1 — питающие устройства; 2 — транспортный ротор; 3 — рабочий ротор; 4 — приёмные устройства.
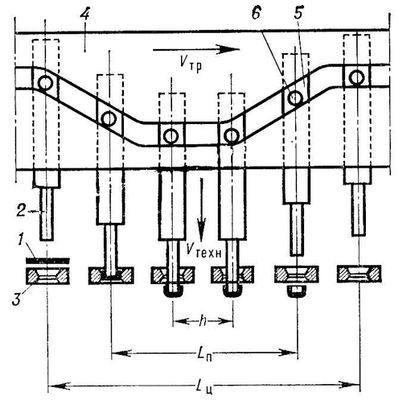
Рис. 2. Схематическая развёртка прессовой операции на роторной линии: 1 — предмет обработки; 2, 3 — инструмент; 4 — пазовый копир; 5 — ползун; 6 — ролики ползунов; h — шаг между предметами обработки; Lп — длина пути предмета обработки; Lц — цикловой путь инструмента; vтр — транспортная скорость; vтехн — технологическая скорость.
Автоматическая сварка
Автомати'ческая сва'рка, дуговая электросварка, в которой основные операции — подача электрода в дугу и перемещение дуги по линии сварки — механизированы. Если механизирована только подача проволоки, а дугу перемещают вручную, сварка называется полуавтоматической. Чаще всего применяется А. с. плавящимся электродом-проволокой, смотанной в бухту массой 20—60 кг и непрерывно подаваемой в дугу по мере плавления. Для защиты сварочной ванны от атмосферного воздуха, а также для раскисления металла и его легирования шов предварительно засыпают толстым слоем флюса (см. Сварка под флюсом), в который погружена дуга. Флюс обеспечивает высокое качество металла шва, устраняет разбрызгивание металла, позволяет повысить сварочный ток и производительность в несколько раз по сравнению со сваркой открытой дугой. Дуга по линии сварки (например, при круговых швах) перемещается передвижением сварочного автомата или самого изделия. Если автомат конструктивно объединён с механизмом передвижения, его называют самоходным; если же его передвигают непосредственно по поверхности изделия или по лёгкому переносному пути, уложенному на изделие, то его называют сварочным трактором (рис.). Широко распространены шланговые полуавтоматы. В них электродная проволока из механизма подачи по гибкому шлангу поступает в держатель, находящийся в руке сварщика. Вместо флюса применяют защитные газы — аргон или углекислый газ, а также газовые смеси (см. Сварка в защитных газах). Однако из-за разбрызгивания металла в этом случае сила тока и производительность ниже, чем при сварке под флюсом. Известна также А. с. неплавящимся вольфрамовым электродом в защитном газе, обычно в аргоне. Наряду с проволокой сплошного сечения при автоматической и полуавтоматической сварке пользуются т. н. порошковым электродом, представляющим собой трубку, начинённую порошками железа, легирующих и флюсообразующих компонентов.
К. К. Хренов.
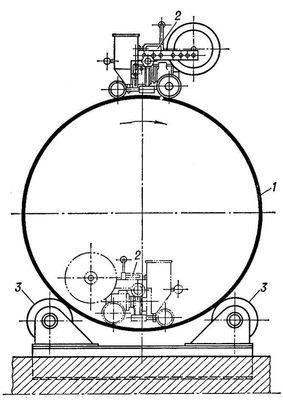
Сварка барабана котла сварочным трактором: 1 — барабан котла; 2 — сварочный трактор; 3 — ролики вращателя.