3. Система контролирует наличие лимитов финансирования для финансовой службы.
3.4.19. KANBAN
KANBAN – это японское слово «сигнал» или «карточка», используемое для отображения потребности в материале или информации. Применяется для создания «вытягивающей» системы материального или информационного потока для минимизации случаев «перепроизводства» и сокращения запасов во всей цепочке поставок.
Характеристики работы системы KANBAN:
• Позволяет дать сигнал для пополнения потребленных материалов
• Обеспечивает контроль для работы вытягивающей системы. Поставщики производят продукцию только когда система KANBAN дает сигнал о возникшей потребности.
Можно выделить три типа применения системы KANBAN:
1. Выходом (результатом) применения KANBAN является количество продукта, необходимое для пополнения следующего звена цепочки поставок.
2. Применение KANBAN на производстве позволяет определить количество продукта, необходимого для пополнения потребленного на следующем переделе материала.
3. Сигнал KANBAN показывает, когда запасы достигают «точки перезаказа» для пополнения.
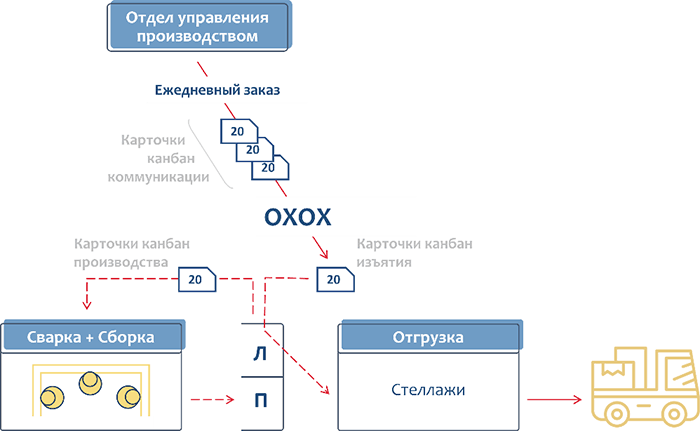
Визуальная иллюстрация применения системы KANBAN представлена на схеме ниже (см. Рисунок 49).
Рисунок 49 – Иллюстративный пример работы по системе KANBAN
KANBAN применяется не только на производстве, но и нашел широкое применение по всем облостям деятельности компании. Приведем также несколько примеров, которые вы тоже встречали:
• логистика (комплектация заказов, подготовка к отгрузке);
• закупки (приоритизация критичных материалов для производства, либо подходящие/сорванные поставки от поставщиков);
• автоматизация (приоритизация карточек задач для команды разработчиков, бизнес-аналитиков и пользователей).
3.4.20. Отложенное производство
Отложенное производство (Postponement) – это бизнес-стратегия, при которой компания отодвигает изготовление готового продукта максимально близко к своему клиенту. Такой подход позволяет сократить запасы компании и время отклика цепочки поставок (скорость обеспечения клиентов готовой продукцией).
Наверняка вы помните, что персональные компьютеры нужно было заказывать для изготовления, никто не хранил запасы из-за большого количества различных модификаций. Материнская плата была единым компонентом с оперативной памятью. Потом производители разделили материнскую плату и оперативную память, что позволило собирать компьютеры под предпочтения клиентов прямо в магазине.
Компания Tesla производит автомобили в полной комплектации, однако некоторые опции изначально отключены, установлено ограничение по скорости. Если покупатель после эксплуатации автомобиля захочет приобрести расширенные функции, то никаких проблем – после оплаты Tesla разблокирует дополнительные функции для своего клиента. При таком подходе компании достаточно производить 1 стандартный продукт для всех своих клиентов, отсутствует необходимость обеспечения производства и хранения нескольких моделей.
3.4.21. SMED (Быстрая переналадка)
Из практики время переналадки на производстве может занимать до 50% от общего рабочего времени. SMED – инструмент бережливого производства, который позволяет существенно сократить время переналадки оборудования на производстве. Применение инструмента происходит в шесть шагов:
1.Сначала необходимо измерить общее время переналадки оборудования. Чтобы не прибегать к экспертной оценке используется время между выпуском последнего изделия до переналадки и выпуском первого изделия из партии после переналадки оборудования. На этом этапе хорошо применять опыт других организаций, сравнивая время переналадки оборудования, проводя бенчмарк. Если предприятие никогда не занималось SMED, то за счет эффекта низкой базы сразу можно определить амбициозные цели по потенциальному сокращению времени переналадки.
2.Проводится анализ процесса переналадки путем выделения операций, которые нельзя разделить на составляющие. Мы использовали контрольные листы, в которых через интервью и наблюдения определяли основные этапы переналадки. Эти операции классифицируются на внутренние (те, что происходят во время переналадки) и внешние (те, что можно выполнять заранее или после процесса переналадки).
3.Удаляются элементы, которые могут быть выполнены за рамками процесса переналадки (до переналадки или уже после). К таким операциям может относится предварительная диагностика оборудования по измерению вибрации или температуры, предварительная очистка (которую можно выполнять до остановки оборудования, например очистка пульта управления оборудованием).
4.Оптимизируются внутренние элементы. Те операции, которые должны выполняться во время переналадки необходимо исследовать на возможность ускорения. Например, за счет упрощения или увеличения ресурсов.
5.Оптимизируются внешние элементы, чтобы сократить общую трудоемкость процесса переналадки. На практике мы всегда пропускали этот шаг, сосредотачивая ресурсы на сокращении времени переналадки (ведь внешние операции не влияют на сокращение времени между партиями).
6.Стандартизировать выполненные изменения процесса переналадки, закрепив их в стандартной-операционной процедуре.
SMED выполняется итерационно. Сначала команда определяет потенциал сокращения времени. После чего постепенно проверяет гипотезы и внедряет изменения. На наших проектах мы в течение двух недель сокращали время мойки оборудования на 22%, а после завершения программы бережливого производства, по отдельным видам оборудования экономия времени достигала до 44%.
3.4.22. Дерево ключевых характеристик качества (CTQC)
Подход предполагает выявление ключевых характеристик выпускаемого продукта либо оказываемой услуги – двигаясь от главной идеи, которую сложно оценить, к специфическим требованиям, которым просто дать оценку. Эффективный инструмент, который применяется на каждом проекте для исключения ненужных клиенту характеристик продукта компании. Позволяет сократить время и себестоимость выпускаемого продукта, оказываемой услуги.
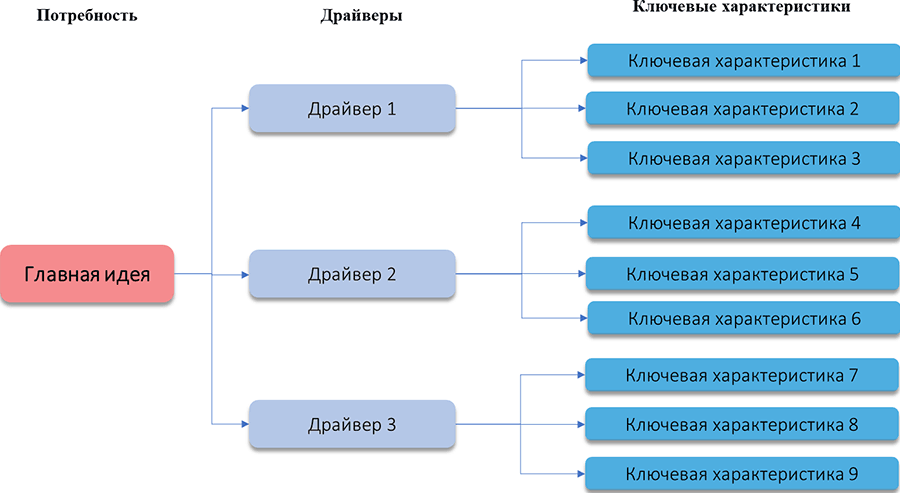
Описание основных шагов для применения дерева ключевых характеристик продукта/услуги (см. Рисунок 50):
1. Определение ключевой идеи продукта/услуги.
2. Определение ключевых драйверов, оказывающих влияние на качество выпускаемого продукта / оказываемой услуги.
3. Определение ключевых характеристик, оказывающих влияние на драйверы выпускаемого продукта, оказываемой услуги.
Рисунок 50 – Схема построения дерева ключевых характеристик продукта/услуги
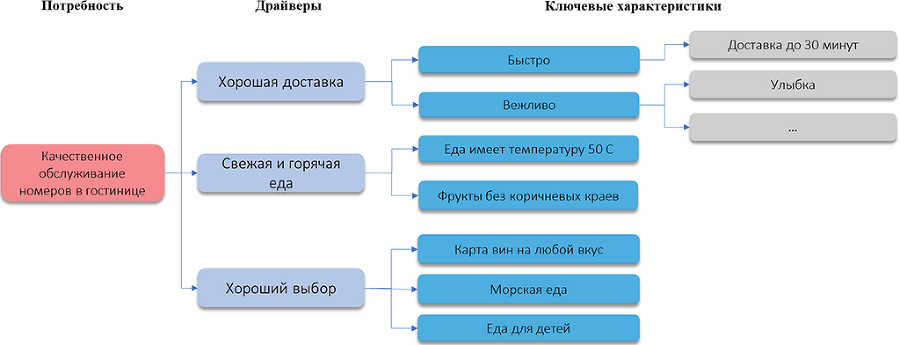
Приведем пример использования дерева ключевых характеристик (см. Рисунок 51):
Рисунок 51 – Иллюстративный пример применения дерева ключевых характеристик по сервису обслуживания гостиничных номеров
3.4.23. Система по сбору идей
В любой компании и в любом бизнесе у сотрудников всегда есть множество идей относительно того, как можно усовершенствовать продукты, услуги, процессы и прочие элементы, которые и составляют суть работы в компании. Именно сотрудники знают деятельность компании изнутри и досконально, и именно они напрямую общаются с потребителями. Не использовать их ресурс – это управленческая ошибка.
Управление идеями (Idea Management) существует как раз для того, чтобы компании могли этой ошибки избежать. Под управлением идеями понимается структурированный процесс сбора идей от всего персонала и оценки этих идей, которая помогает определить, какие из них самые перспективные.