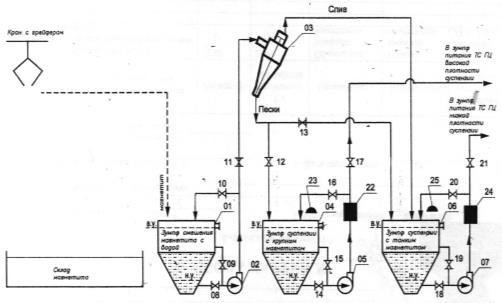
Кроме того, при необходимости, можно осуществлять классификацию магнетита в гидроциклонах с выделением двух (и более) классов крупности (рис. 1.11).
В общем случае, применение магнетита на углеобогатительной фабрике в качестве утяжелителя необходимо рассматривать с четырех точек зрения:
– непосредственно обогащение данного класса крупности угля;
– необходимости создания разности плотностей разделения в секциях трехпродуктовых гидроциклонов не менее 500–700 кг/м3;
– отмывки магнетита от продуктов разделения минимальным количеством воды на грохотах с достижением нормативной влажности надситных продуктов;
– полноты улавливания магнетита на магнитных сепараторах.
Правильный выбор гранулометрического состава магнетита влияет не только на показатели обогащения угля, но и определяет схему регенерации, тип применяемого оборудования, режим его работы и эффективность обогащения. С увеличением содержания тонких частиц в магнетите ухудшается отмывка утяжелителя от продуктов обогащения, снижается эффективность регенерации суспензии, возрастают ее вязкость и предельное напряжение сдвига.
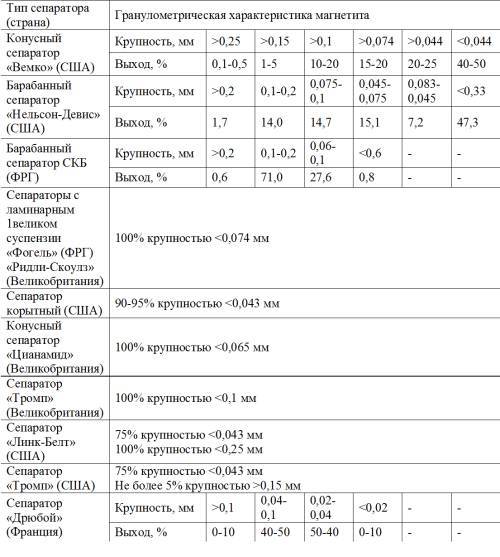
Таблица 1.13
Диапазон крупности магнетита, применяемого для тяжелосредных сепараторов (по данным [13])
Рис. 1.11. Схема подготовки и дозирования магнетита
Увеличение крупности магнетита выше определенного предела также нецелесообразно. В этом случае значительно снижаются гравитационная устойчивость суспензии и магнитная восприимчивость утяжелителя при регенерации суспензии на магнитных сепараторах. Кроме того, увеличение крупности частиц магнетитового утяжелителя требует повышения скорости восходящего потока в обогатительном аппарате, что приводит к снижению эффективности разделения исходного угля вследствие выноса мелких породных частиц во всплывший продукт.
Форма частиц и механическая прочность утяжелителя влияют на вязкость суспензии, определяют степень износа оборудования и разрушение утяжелителя в процессе его циркуляции при обогащении угля. Суспензии, приготовленные из чистого магнетита даже при высокой их плотности (1800–2100 кг/м3), имеют невысокие вязкость и предельное напряжение сдвига. При добавлении к магнетиту угольных и глинистых шламов эти показатели значительно возрастают. Вязкость и предельное напряжение сдвига становятся тем больше, чем мельче утяжелитель и чем больше в нем шламов. При обогащении углей и антрацитов в суспензиях высокой плотности (2100–2200 кг/м3) с целью полного извлечения горючей массы возможно применение магнетитовых суспензий с добавкой ферросилиция, частицы которого имеют шарообразную форму, гладкую, зеркальную поверхность и повышенную твердость. Плотность гранулированного ферросилиция 6800–7200 кг/м3, он практически не подвержен коррозии. Максимальная плотность суспензии, приготовленной из гранулированного ферросилиция, равна 3300–3500 кг/м3. Такая суспензия в настоящее время применяется только при обогащении руд.
1.2.4. Источники потерь магнетита на углеобогатительных фабриках
В качестве утяжелителя для приготовления рабочей суспензии на углеобогатительных фабриках применяется магнетитовый концентрат, плотность которого должна соответствовать 4300–4600 кг/м3 с содержанием магнитной фракции более 93 %.
На обогатительных фабриках разгрузка, складирование и доставка магнетита, а также приготовление суспензии механизированы. Неудовлетворительная организация этих операций приводит к большим затратам ручного труда, чрезмерным потерям магнетита.
Повышенный расход магнетита при ведении технологического процесса на тяжелосредных установках обусловлен:
– нарушением технологии отмывки магнетита от продуктов обогащения и его улавливания из-за несовершенства применяемых ополаскивающих устройств, узкого фронта регенерации разбавленной суспензии, недостаточного количества слива электромагнитных сепараторов, подаваемого на ополаскивание;
– отсутствием систем сбора и возврата на регенерацию всех случайных сбросов, переливов, разбрызгиваний суспензий, выпусков из стояков и течей через сальниковые уплотнения суспензионных насосов;
– потерями тонких классов магнетита с хвостами регенерации при эксплуатации электромагнитных сепараторов на пониженных параметрах тока, особенно при регенерации разбавленной суспензии в одну стадию;
– отсутствием на ряде фабрик складов для хранения всего магнетита, разгрузка его на плохо оборудованные площадки у железнодорожных путей, где магнетит длительное время подвергается атмосферным воздействиям.
Рациональной считается форма доставки магнетита в железнодорожных вагонах непосредственно на склад. Разгрузка магнетита из вагонов на складе устраняет потери и засорение магнетита посторонними примесями. Вместимость склада должна удовлетворять потребность фабрики в магнетите на весь зимний период.
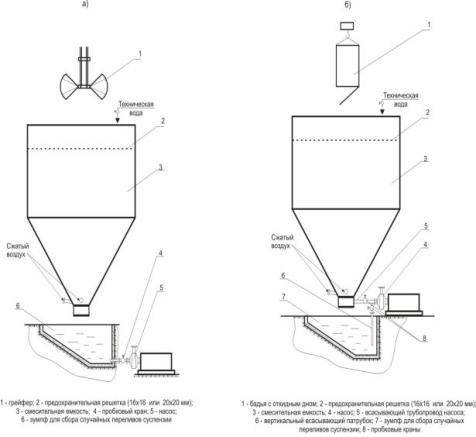
Для приготовления суспензии в помещении склада устанавливается емкость. Из траншей магнетит по мере необходимости выбирается грейфером, подвешенным на монорельсовой тележке, и подается на предохранительную решетку в емкость заполненную водой и барботируемую сжатым воздухом (рис. 1.12, а). Приготовленная суспензия, требуемой плотности, насосом перекачивается в сборник кондиционной суспензии тяжелосредной установки.
На обогатительных фабриках, где тяжелосредные установки внедрены в результате реконструкции, разгрузка магнетита из ж.д. вагонов осуществляется на площадки возле ж.д. путей, откуда магнетит автотранспортом доставляется в помещение, приспособленное для склада магнетита.
В этих помещениях смесительные воронки устанавливаются над железобетонным зумпфом емкостью 1,0–1,2 м3 с наклонным днищем, заглубленным ниже нулевой отметки на 0,6–0,7 м. Откачка накопившейся суспензии из зумпфа осуществляется насосом через вертикальный всасывающий патрубок с пробковым краном (рисунок 1.12, б) погруженным в зумпф на глубину не более 0,5 м при общей его длине 0,8 м [16]. На этих тяжелосредных установках теряется от 5 до 10 % магнетита при перегрузках и транспортировке на склад.
Рис. 1.12. Схемы установки с емкостями для приготовления и транспортирования магнетитовой суспензии
Общий расход магнетита складывается из безвозвратных потерь в ряде точек технологического цикла:
– при транспортировке, разгрузке и складировании;
– при приготовлении свежей суспензии;
– с продуктами обогащения;
– с отходами регенерации;
– с проливами суспензии, которые не возвращаются в технологический цикл регенерации.
Фактический общий расход магнетита определяется по отчетной документации фабрики, как количество полученного магнетитового концентрата за определенный период (например, за год), отнесенные к количеству перерабатываемого угля за тот же период в тяжелых средах.
Потери утяжелителя с продуктами обогащения и отходами регенерации определяются путем отбора проб, их обработки и соответствующих расчетов. При расчетах потерь магнетита необходим учет действительного содержания магнитных фракций. Для этой цели, во время опробования отбирают пробу рядового магнетита: набирают пробу массой 2–3 кг и сокращают до 100 г затем с помощью магнитного анализатора определяют содержание магнитных фракций в рядовом магнетите.
Определение потерь магнетита с продуктами обогащения
Для анализа продуктов обогащения на содержание магнетита используют пробы, отобранные с порогов дренажно-обезвоживающих грохотов. Подвергают анализу сухие остатки промывных вод, полученных в процессе обесшламливания проб продуктов обогащения при подготовке их к фракционному анализу.