В случае литого булата великолепие поверхности является лишь побочным продуктом в погоне за слиянием несовместимых боевых кондиций клинка — твердости с пластичностью, но сварочный дамаск обыкновенно куется как раз в погоне за внешней красотой. Опытный кузнец, имеющий в своем распоряжении горн с углем, в состоянии провести сварку и проковку многослойной полосы, поверхность которой после специальной обработки будет ласкать взор дилетанта и будить в его воображении голубой блеск персидских сабель, гортанные арабские крики и бешеное ржание боевых коней. Но реально такое изделие по всем объективным физическим параметрам, скорее всего, уступит обыкновенной, но умело закаленной, всенародно любимой рессорной стали 65Г.
Если попытаться сформулировать в сжатой форме суть понятий, получится следующее.
Булат — сталь, в которой содержание углерода достигает предельных значений (2 % и более), что изначально выводит его за рамки обыкновенных прочностных характеристик, но (!) при условии соответствующей обработки. Правильно откованный и закаленный булат сочетает несовместимые качества: максимально возможную для сталей твердость с высокой пластичностью. Именно поэтому булатные клинки легко переносят ударные нагрузки, не затупляются и не трескаются. Узор образован скоплениями зерен и прожилок цементита (более светлые) в основной массе железа (темный фон) и проявляется в результате травления едкими растворами.
Поверхность настоящего булата, вопреки романтическим заблуждениям, отнюдь не сверкает, тем более голубым цветом, — она серая и тусклая, без глянца. И, между прочим, не всякий булат хорош, довольно часто встречаются изделия посредственного качества, ничем не лучше просто стальных.
Сегодня технологическая цепочка получения булата не составляет секрета, однако требует специального оборудования (особых печей, тиглей) и огромного личного опыта, но есть мастера, сумевшие сделать его реально действующим клиночным материалом (С. Лунев, Л. Архангельский и др.).
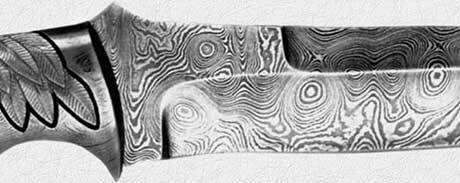
Дамаск — многослойная сварочная сталь и одновременно характерный узор на поверхности (в том числе — настоящего булата). Технология состоит в кузнечной сварке жгута или пакета, набранного из чередующихся слоев разносортного металла. В итоге материал приобретает особенные свойства, а именно — совокупность твердости с пластичностью, но их величины, как правило, ниже аналогичных для булата. В настоящее время освоено производство дамаска с использованием нетрадиционных материалов — цветных (в том числе драгоценных) металлов, высоколегированных сталей, порошковых композиций и т. д. Возможно, за этим кроется блестящее будущее, но и теперь количество клинков из хорошей дамасской стали насчитывает сотни тысяч, поскольку выход качественного промышленного дамаска измеряется десятками тонн, и целый ряд фирм специализируются именно по дамаску.
Узор обусловлен различием химических свойств слоев, их отражающей способности, цвета, плотности и т. д. Рисунок чаще всего напоминает текстуру дерева, точнее — фанеры, однако всевозможными способами ему придают любую, даже заранее заданную конфигурацию типа силуэтов людей, символов, орнаментов и прочих изысков.
Прокатанные в вальцах дамаски выдают себя ритмичностью и геометрической правильностью узора, чего никогда не встречается у «ручных» экземпляров. Процесс травления гораздо проще, чем для булата.
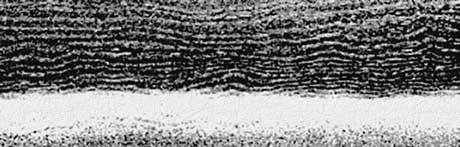
Японский дамаск предполагает сварку пластин металла содинаковым содержанием углерода, поэтому рисунок не виден явно. Кроме того, количество ковок достигает полутора десятков, следовательно, число слоев переваливает иногда за сотню тысяч. В результате получается невероятно плотный, высокопрочный дамаск, стяжавший славу на полях сражений. В настоящее время всей полнотой технологии владеют лишь немногие японские мастера, признанные «национальным достоянием». Любые попытки получения такого дамаска самостоятельно (точнее — изготовления традиционного холодного оружия) заведомо обречены на бесславный провал ввиду огромного числа сугубо интуитивных и личностных ноу-хау, недоступных анализу.
На фото виден как сам слегка волнистый узор дамаска, именуемый хада, так и более светлая зона лезвия, закаленная до высокой твердости.
Ствольный дамаск в свое время ознаменовал революционный прорыв в деле изготовления легкого огнестрельного оружия, и примерно с XVII века изрядная доля качественных стволов производилась именно из него. Для его изготовления сваривают пакет не из пластин, а из проволоки с различным содержанием углерода. Будучи сбита в монолитный пруток, заготовка скручивается и снова проковывается, вытягиваясь в ленту. Данный способ малопригоден для холодного оружия, так как дает лишь красивый дамасский узор при невысокой твердости и живучести режущих кромок ввиду хаотичной внутренней структуры. Вот как выглядит характерный ствол (фрагмент) крученого дамаска. Некоторые мастера вковывают такие полосы в центр клинка для вязкости, наваривая по краям жесткие лезвия.
Дамасковые стволы не способны выдерживать давление газов при стрельбе бездымными порохами, потому они и были вытеснены изделиями из литой стали. Сегодня ствольный дамаск практически забыт, но возрождение интереса к утонченной охоте с репликами старинного оружия позволяет предвидеть возврат технологии.
Хоролуг — разновидность булатной стали, получение которой основано на принципе образования в расплаве так называемых дендритных структур. Технология воссоздана авторским коллективом — И. Таганов, профессор, доктор физико-математических наук РАН; В. Иванов, шеф-кузнец студии «Хоролугъ СПб» и др. — после долгих лет экспериментов. Первые образцы, обладающие действительно феноменальными свойствами, были получены в 1998 г.
Здесь требуется пояснение относительно терминов: тогда как традиционно принято говорить о «харалуге» в форме производного от тюркского «кара-лыг» («черный цветок»), питерцы считают правильным именно «хоролуг» — от «хоролудь» («хоро» — круг, «лудь» — сияние, ослепительный блеск, белизна), то есть «сияющая сталь» или еще поэтичнее — «сталь Бога Солнца Хорса».
Суть процесса состоит в получении объемного поликристалла хоролуга, отдаленно напоминающего кусок мочала. Толчком к реанимации утерянных знаний стала находка хорошо сохранившейся новгородской кузни XI века, в которой использовалась не совсем обычная технология, а именно: прямое восстановление в тигле железа из смеси озерной руды и древесного угля при достаточно низкой температуре (ниже точки плавления шлаков). Кроме этого, в тигель добавлялись измельченные обломки метеоритов, содержащие, как теперь выяснилось, никель. Небесные посланцы, помимо легирования продукта, загадочным образом создавали условия для образования упомянутых дендритных структур в виде волокнистого поликристалла, собственно, и являющегося тем самым хоролугом.
Моделирование процесса в лаборатории с использованием в качестве присадки фрагментов Сихотэ-Алиньского метеорита привело, в конце концов, к получению искомой субстанции. Готовый поликристалл хоролуга осторожно, чтобы не разрушить волокнистую структуру, проковывается в полосу либо сваривается с высокоуглеродистой сталью, образуя сварочный дамаск с поистине феноменальными прочностными характеристиками (твердостью порядка 67–68 HRC при высокой динамической, т. е. ударной вязкости). Так, авторы метода сообщают, что «на одной из международных конференций образец не самого твердого хоролуга с хрустом резал все без исключения закаленные стали». Есть также ряд исторических документов, в которых приводятся удивительные примеры не менее удивительных демонстраций качества оружия древних славян, как, например, разрубание хоролужной секирой отменно каленых франкских мечей, положенных на колоду.