Т. а. с короткооправочным удлинительным станом были впервые разработаны (конец 19 — начало 20 вв.) Р. Штифелем (Швеция), поэтому их называют также агрегатами Штифеля. Они применяются для производства труб диаметром 60—450 мм и более. Исходным материалом служит катаная заготовка круглого сечения.
В состав Т. а. с короткооправочным станом (рис. 3 ) входит прошивной стан, а при прокатке труб диаметром более 200—300 мм — 2 таких стана (2-й предназначен для уменьшения толщины стенки и увеличения диаметра гильзы). За прошивным станом устанавливается коротко-справочный стан (называемый также автоматическим), представляющий собой одноклетьевой стан-дуо с валками диаметром 650—1100 мм . Труба прокатывается на короткой оправке, расположенной в калибре между валками, на конце длинной штанги; толщина стенки трубы уменьшается в результате её деформирования между валками и оправкой. Для повторного прохода в той же клети труба возвращается и подаётся вновь. Параллельно с этим станом расположены 2 раскатных стана, в которые трубы поступают поочерёдно. На этих станах трубы подвергаются дополнительной винтовой прокатке на короткой оправке с целью получения стенки более равномерной (по окружности) толщины. За раскатными станами устанавливаются многоклетьевой калибровочный стан, транспортёр непрерывного действия для охлаждения труб и далее система отделочных машин, как у Т. а. с непрерывным станом.
В 1975 советские станкостроители усовершенствовали эти Т. а.: вместо одноклетьевого двухпроходного короткооправочного стана применен так называемый тандем — 2 короткооправочные клети, расположенные одна за другой. Устранение возвратного движения трубы позволило повысить производительность агрегатов и точность размеров прокатываемых труб.
Т. а. с трёхвалковым удлинительным станом применяются для получения толстостенных труб с пониженной разностенностью, диаметром 35—200 мм , предназначенных главным образом для производства колец подшипников качения. Эти станы, разработанные В. Асселом (США), впервые были применены в 20-х гг. 20 в. Отличительной особенность Т. а. с трёхвалковым станом состоит в применении для удлинения гильзы стана винтовой прокатки (рис. 4 ), имеющего 3 конических валка диаметром 250—500 мм , расположенных под углом к оси прокатываемой трубы и вращающихся в одном направлении. Труба, находящаяся между валками, вращается в противоположном направлении и одновременно движется вдоль оси. При таком винтовом перемещении трубы сё стенка деформируется между валками и длинной цилиндрической оправкой, благодаря чему толщина стенки уменьшается, а длина трубы увеличивается. Дальше по ходу процесса устанавливаются машина для извлечения из труб оправок, печь для подогрева труб, трёхвалковый калибровочный стан и система отделочных машин.
Т. а. с пилигримовым станом находят применение главным образом для производства бесшовных труб больших диаметров (400—700 мм ). Исходным материалом служат слитки круглого сечения — сплошные, отлитые в изложницах, либо пустотелые, отлитые непрерывным методом, а также пустотелые заготовки, полученные на гидравлических прессах. После нагрева слитки прокатываются сначала на прошивном стане, а затем на удлинительном пилигримовом стане, называемом также пильгерным. Стан двухвалковый с периодической калибровкой валков. Прокатка ведётся на цилиндрической оправке, с шаговой подачей трубы при каждом обороте валков специальным механизмом. После прокатки трубы подогреваются, а затем калибруются, правятся и подвергаются окончательной отделке.
Лит . см. при ст. Трубопрокатное производство .
А. И. Целиков.
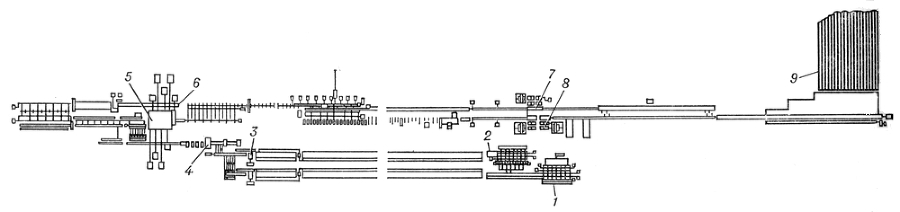
Рис. 2. Схема расположения оборудования трубопрокатного агрегата с непрерывным удлинительным станком: 1 — загрузочное устройство секционных печей; 2 — рольганг перед нагревательной печью; 3 — ножницы; 4 — рабочая клеть прошивного стана; 5 — непрерывный стан; 6 — извлекатель оправки; 7 — одиннадцатиклетьевой калибровочный стан; 8 — девятнадцатиклетьевой редукционный стан; 9 — холодильник.
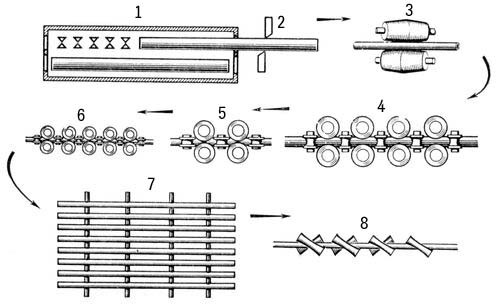
Рис. 1. Схема технологического процесса производства труб на трубопрокатном агрегате с непрерывным удлинительным станом: 1 — нагрев заготовок в секционных проходных печах; 2 — разрезка заготовок на ножницах; 3 — прошивка заготовок на прошивном стане; 4 — прокатка трубы на длинной оправке на непрерывном стане; 5 — прокатка на калибровочном стане; 6 — прокатка на редукционном стане; 7 — охлаждение готовых труб; 8 — правка труб на косовалковых правильных машинах.
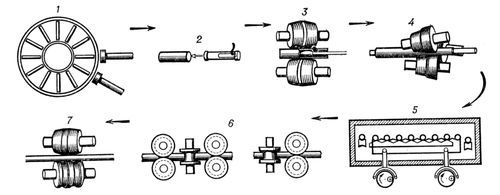
Рис. 4. Схема технологического процесса производства труб на трубопрокатном агрегате с трёхвалковым удлинительным станом: 1 — нагрев исходной заготовки; 2 — центровка заготовки; 3 — прошивка на прошивном стане; 4 — раскатка на трёхвалковом стане; 5 — промежуточный подогрев заготовки; 6 — прокатка на редукционном стане; 7 — калибровка трубы на стане поперечно-винтовой прокатки.
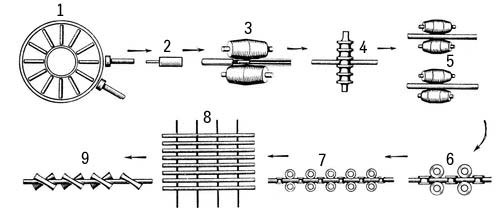
Рис. 3. Схема технологического процесса производства труб на трубопрокатном агрегате с короткооправочным удлинительным станом: 1 — нагрев исходной заготовки; 2 — центровка заготовки; 3 — прошивка на прошивном стане; 4 — раскатка на короткооправочном стане; 5 — раскатка на раскаточных станах; 6 — прокатка на калибровочном стане; 7 — прокатка на редукционном стане; 8 — охлаждение готовых труб; 9 — правка труб на косовалковых правильных машинах.
Трубосварочный стан
Трубосва'рочный стан , система машин для выполнения всех технологических операций при производстве металлических труб методом гибки их из полосы или листов и последующей сварки кромок. Главные признаки, характеризующие тип Т. с., — расположение сварного шва (продольный или спиральный, то есть расположенный по винтовой линии) и способ сварки. Наиболее распространены Т. с., в которых сварка осуществляется давлением (с нагревом свариваемых кромок током повышенной и высокой частоты или контактная — сопротивлением и в пламенных печах) и плавлением (дуговая под слоем флюса или в среде нейтральных газов). Первый из этих способов широко применяется для производства труб диаметром до 500 мм с продольным или спиральным швом. При производстве труб диаметром менее 100 мм в состав Т. с. включается редукционный стан. Т. с. с дуговой сваркой находят применение преимущественно для производства труб диаметром от 500 до 1620 мм и более; сварка ведётся снаружи и внутри трубы. Т. с. печной сварки служат для производства водогазопроводных труб только с продольным швом диаметром 10—114 мм . Этот способ сварки наиболее производителен, особенно когда в линию Т. с. входит редукционный стан, дающий возможность повышать скорость выхода трубы за счёт уменьшения её диаметра и толщины стенки. На современных станах скорость выхода доведена до 20 м/сек при диаметре 10 мм . Исходным материалом большей частью является рулонная полоса, при этом Т. с. работают обычно в так называемом бесконечном режиме, который обеспечивается стыковой сваркой полосы без остановки Т. с. Разрабатываются Т. с. для производства двухслойных и многослойных газопроводных труб диаметром более 1 м (исходный материал — рулонная полоса толщиной 3—14 мм ).
Лит.: Матвеев Ю. М., Ваткин Ю. Я., Кричевский Е. М., Сварные трубы. [Справочник], 2 изд., М., 1972; Маскилейсон А. М., Медников Ю. А., Непрерывные агрегаты печной сварки труб, М., 1972.
А. И. Целиков.
Трубоукладчик
Трубоукла'дчик , предназначен для удержания трубопровода на весу при прохождении по нему очистных и изоляционных машин, спуска трубопровода в траншею, удержания его конца при сварочно-монтажных работах и для выполнения различных погрузочно-разгрузочных работ в полосе строящегося трубопровода. Используется также как тягач. Выполняется на базе гусеничного трактора, на котором устанавливаются боковая стрела, контргруз (для уравновешивания Т.), привод и лебёдка, смонтированная на специальной раме (рис .). В СССР разработаны Т. грузоподъёмностью до 35 т .