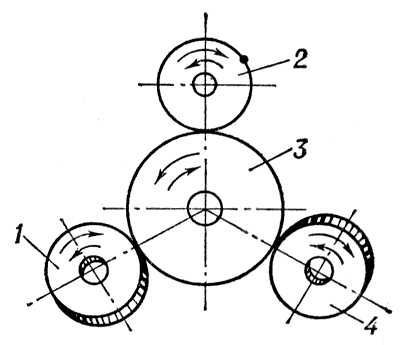
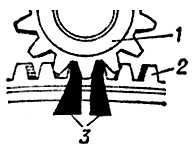
На зубопритирочных станках после термической обработки зубчатых колёс производят операцию зубопритирки. Инструментом служат притиры — чугунные зубчатые колёса, находящиеся в зацеплении с обрабатываемым зубчатым колесом. Притиры смазывают смесью мелкого абразивного порошка с маслом. Обрабатываемое зубчатое колесо (рис.7) обкатывают тремя притирами. Оси притиров со спиральными или прямыми зубьями наклонены к оси обрабатывающего зубчатого колеса; ось третьего притира параллельна оси обрабатываемого зубчатого колеса и вращается попеременно в разных направлениях для обеспечения равномерной обработки зуба с обеих сторон. Притиры также совершают возвратно-поступательное движение в осевом направлении на длине около 25 мм.
На зубообкаточных станках обрабатывают незакалённые зубчатые колёса в масляной среде без абразивного порошка. Обрабатываемое колесо работает в паре с одним или несколькими закалёнными колёсами-эталонами, изготовленными с высокой точностью. В результате давления зубьев колёс-эталонов в процессе обкатывания и возникающего при этом наклёпа на поверхностях обрабатываемых зубьев сглаживаются неровности. Этот способ отделки применим лишь для зубчатых колёс, не требующих высокой точности, а также не подвергающихся термической обработке.
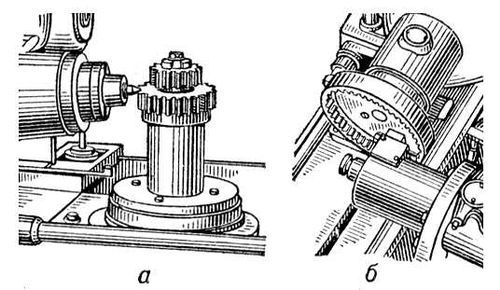
На зубозакругляющих станках обрабатывают зубья пальцевой конической фрезой, вращающейся и совершающей возвратно-поступательное движение. За один двойной ход фрезы зубчатое колесо поворачивается на один угловой шаг. Перемещение инструмента вдоль зуба (рис. 8) осуществляется под действием вращающегося фасонного кулачка. На станках осуществляют закругление прямых и косых зубьев зубчатых колёс наружного и внутреннего зацепления диаметром до 320 мм, а также снимают фаски и заусенцы с торцов зубьев после их нарезки. Во время работы ось инструмента находится в вертикальном положении, а заготовка наклонена к этой оси под углом 30—45°. Станок работает по автоматическому циклу: быстрый подвод инструмента к заготовке, рабочая подача и возврат инструмента в исходное положение. Заготовка закрепляется в приспособлении на оправке.
Лит.: Балакшин Б. С., Основы технологии машиностроения, М., 1969; Яхин А. Б., Ефимов В. П., Технология приборостроения, М., 1955; Технология электроприборостроения, М. — Л., 1959; Гаврилов А. Н., Технология авиационного приборостроения, 2 изд., М., 1962; Соколовский А. П., Научные основы технологии машиностроения, М. — Л., 1955; Чарнко Д. В., Основы выбора технологического процесса механической обработки, М., 1963.
В. В. Данилевский.
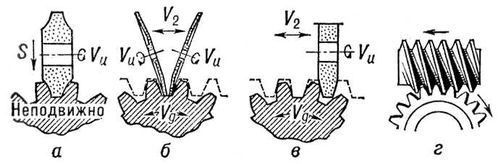
Рис. 6. Схемы зубошлифования: а — по методу профильного копирования фасонным шлифовальным кругом; б — по методу обкатки двумя тарельчатыми шлифовальными кругами; в — по методу обкатки одним дисковым шлифовальным кругом, имеющим профиль зуба рейки; г — по методу обкатки абразивным червяком; Vu и Vg — скорости вращения соответственно инструмента (шлифовального круга) и детали (зубчатого колеса); S — поперечная подача шлифовального круга; V2 — скорость возвратно-поступательного движения шлифовальных кругов.
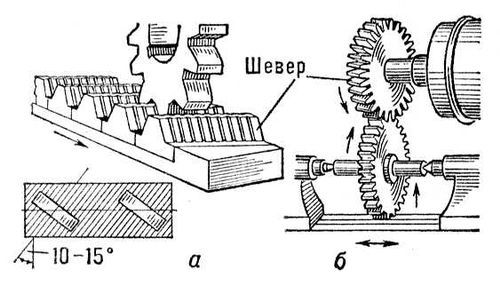
Рис. 5. Схемы шевингования цилиндрических зубчатых колёс: а — реечным шевером; б — дисковым шевером.
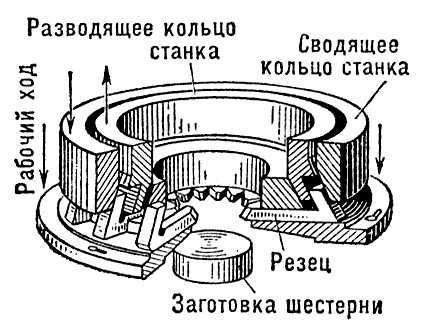
Рис. 3. Нарезание зубьев фасонной зуборезной головкой.
Рис. 7. Схема притирки зубчатых колёс: 1, 2, 4 — притиры; 3 — обрабатываемое колесо.
Рис. 8. Схемы зубозакругления наружных (а) и внутренних (б) зубьев.
Рис. 4a. Зубострогальный станок. Общий вид.
Рис. 4б. Зубострогальный станок. Схема нарезания зубьев на коническом зубчатом колесе: 1 — обрабатываемое зубчатое колесо; 2 — производящее зубчатое колесо; 3 — зубострогальные резцы производящего колеса.
Рис. 1. Зубофрезерный станок.
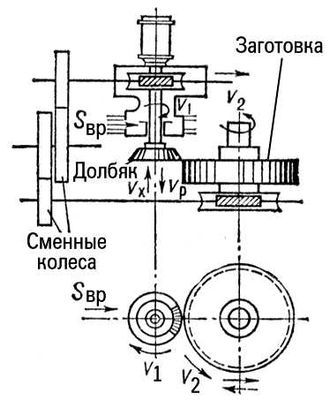
Рис. 2. Принципиальная схема работы вертикального зубодолбёжного станка.
Зуборезный инструмент
Зуборе'зный инструме'нт, металлорежущий инструмент для обработки зубчатых колёс, червячных и храповых колёс, шлицевых валиков и др. деталей с зубьями. В зависимости от метода зубонарезания применяют модульные дисковые или пальцевые фрезы и зуборезные головки для работы методом копирования, зуборезные гребёнки, червячные фрезы, долбяки, зубострогальные резцы и резцовые головки для работы методом обкатки.
Дисковая фреза (рис. 1, а) является фасонной и имеет затылованный зуб, профиль которого в радиальной плоскости соответствует профилю впадины нарезаемого зубчатого колеса. Дисковые модульные фрезы изготовляются наборами из 8,15 и 26 шт. Каждая фреза набора используется для нарезания зубчатых колёс с определенным модулем и числом зубьев в определённом диапазоне, которые могут быть использованы лишь в неответственных тихоходных передачах.
Пальцевая фреза (рис. 1, б) — модульная фреза с затылованным зубом — применяется в основном для нарезания косозубых и прямозубых колёс с модулем свыше 20мм. Профиль фрезы в осевом сечении при нарезании прямозубых цилиндрических колёс соответствует профилю впадины колеса. Фрезы для нарезания шевронных или косозубых зубчатых колёс имеют более сложный профиль.
Зуборезная головка применяется для одновременного нарезания всех впадин зубчатого колеса за несколько проходов. Профиль рабочей части каждого резца представляет собой копию впадины между зубьями. Подобные головки изготавливаются для обработки зубчатых колёс с модулем от 2 до 6 мм и используются в массовом производстве.
Зуборезная гребёнка — зубчатая рейка, работающая как фасонный строгальный резец. Гребёнки прямозубые (рис. 2, а) служат для нарезания цилиндрических зубчатых колёс, косозубые (рис. 2, 6) — для нарезания шевронных колёс. Прямозубые гребёнки изготавливаются двух типов: без переднего угла, устанавливаемые при работе наклонно под углом 6°30’; с. передним углом 4°, устанавливаемые перпендикулярно направлению резания. Косозубые гребёнки имеют наклонные зубья (под углом 30°) с расположением передней поверхности параллельно торцу нарезаемого колеса. Нарезают зубья двумя гребёнками: левая строгает зубья с левым направлением зуба, правая — с правым. Зуборезные гребёнки изготавливают цельными или сварными (режущая часть — из быстрорежущей стали Р-9 или P-18, державка — из стали 45).
Червячная фреза применяется для чернового и чистового нарезания зубчатых колёс. Различают фрезы для нарезания: цилиндрических колёс с прямыми и косыми зубьями; червячных колёс (рис. 3); конических колёс с криволинейными зубьями и глобоидных колёс. Наибольшее распространение при обработке цилиндрических зубчатых колёс с прямыми и косыми зубьями имеют червячные фрезы с прямолинейным профилем в нормальном сечении, а также архимедовы червячные фрезы с прямолинейным профилем в осевом сечении. Фрезы изготавливаются однозаходные цельные из быстрорежущей стали Р-18 или сборные. Для зубчатых колёс с модулем от 5 до 15 мм применяют сборные фрезы с наружным диаметром менее 120 мм со вставными гребёнками, а для модулей более 15 мм — с наружным диаметром более 120 мм со вставными зубьями. Червячными фрезами, оснащенными пластинами из твёрдых сплавов, нарезают зубчатые колёса с модулем меньше 5 мм.