З. п. измеряют цилиндрические колёса (прямозубые и косозубые, с наружным и внутренним зацеплением), конические колёса, червяки и червячные фрезы. Особую группу составляют З. п. для мелко-модульных колёс (с модулем менее 1 мм). Приборы, служащие для контроля цилиндрических колёс внешнего зацепления, часто снабжаются приспособлениями для контроля др. колёс или элементов зацепления, зуборезного инструмента и т.д. З. п. можно выявлять определённые эксплуатационные свойства колёс: кинематическую точность, плавность работы, полноту контакта и боковой зазор. Универсальными приборами можно проверять несколько параметров колеса (рис. 1) или один параметр в определённом диапазоне размеров без специальных настроечных приспособлений (например, универсальный эвольвентомер).
З. п. могут быть станковыми (см. рис. 1), когда контролируемое колесо устанавливается на прибор; накладными (рис. 2), когда прибор накладывают при измерении на колесо: приставными, когда устанавливают колесо и прибор от одной базы на контрольной плите или на станке. Наиболее распространённые станковые приборы бывают 4 типоразмеров, определяемых диаметром делительной окружности контролируемых зубчатых колес: 5—120; 20—320; 200—800; 500—1250 мм. З. п. используют для приёмочного (окончательного) и технологического контроля. При приёмочном контроле З. п. оценивают параметры, характеризующие точность зубчатого колеса как элемента будущей передачи. Такие приборы служат для комплексного метода контроля, при котором выявляются погрешности комплекса взаимосвязанных элементов колеса, например при зацеплении его с измерительным колесом, погрешностью которого пренебрегают. При технологическом контроле З. п. определяют отдельные параметры зубчатых колёс (шаг, профиль и т.д.), однозначно связанные с каким-либо элементом технологического процесса обработки (например, инструмента, станка и т.д.). В практике приборы для технологического контроля часто используются и в качестве приёмочных.
З. п. для цилиндрических колёс с модулем более 1 мм предназначаются для контроля следующих показателей: кинематической погрешности, накопленной погрешности и разности окружных шагов; радиального биения зубчатого венца (биениемер); межцентрового расстояния (межцентромер); волнистости поверхности (волномер); шага зацепления (шагомер); формы и расположения контактной линии (контактомер); направления зуба (ходомер); профиля (эвольвентомер), толщины зуба (зубомер), длины общей нормали (нормалемер); положения исходного контура.
Разнообразие З. п. объясняется сложностью геометрической формы зубчатых колёс, многообразием способов их обработки, а также возможностью выявлять одни и те же эксплуатационные свойства колеса контролем разных его параметров. Конкретные параметры, которые необходимо проверять, устанавливаются заводскими или отраслевыми техническими документами на изготовление зубчатых передач, а также рекомендациями по стандартизации PC 373—65 «Приборы для контроля цилиндрических зубчатых колёс».
Перспективной является система единой оценки эксплуатационного качества зубчатых колёс, которая предполагает совершенствование приборов для контроля кинематической погрешности, т. н. приборов для комплексного однопрофильного контроля. Результаты такого контроля представляют сложную периодическую функцию, которую можно подвергать гармоническому анализу, например с помощью ЭВМ. Развитие таких способов обработки результата измерений позволяет в значит. мере отказаться от нормирования всех элементов зубчатого колеса, что ведёт к сокращению числа приборов. Такой вид контроля наиболее полно характеризует эксплуатационные свойства проверяемого колеса и позволяет проводить анализ погрешностей технологического процесса.
Лит.: Тайц Б. А., Марков Н. Н., Нормы точности и контроль зубчатых колес, М. — Л., 1962; Марков Н. Н., Зубоизмерительные приборы. М., 1965; Марков А. Л., Измерение зубчатых колес, 3 изд., Л., 1968.
Н. Н. Марков.
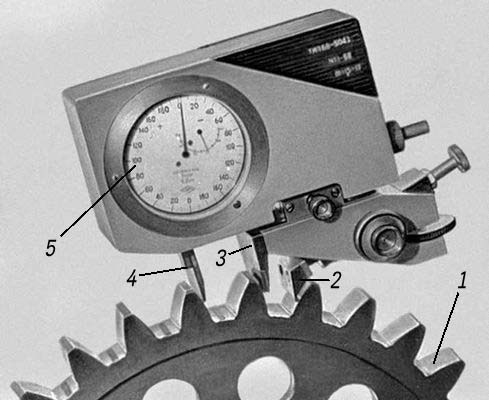
Рис. 2. Отечественный накладной шагомер для контроля шага зацепления цилиндрических зубчатых колёс с модулем зацепления m=1,5—10 мм: 1 — контролируемое колесо; 2, 3 и 4 — измерительные наконечники; 5 — двухстороннее отсчётное устройство.
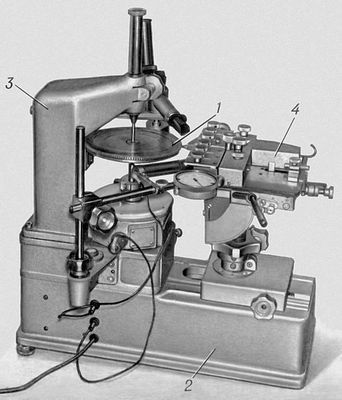
Рис. 1. Отечественный универсальный зубоизмерительный прибор для контроля зубчатых колёс с модулем зацепления m=0,3—1,25 мм, диаметром 10—160 мм: 1 — контролируемое колесо; 2 — корпус; 3 — кронштейн с установочными центрами; 4 — измерительное устройство.
Зубок Лев Израилевич
Зубо'к Лев Израилевич [16(28).12.1894, Одесса, — 13.5.1967, Ленинград], советский историк, специалист по новой и новейшей истории, главным образом в области истории США, доктор исторических наук (1940), профессор (1938). Член КПСС с 1925. Родился в семье рабочего. В 1913—24 находился в эмиграции в США, где участвовал в рабочем движении. Одновременно с работой на производстве прошёл университетский курс. После возвращения на родину работал в Профинтерне и занимался преподавательской деятельностью в различных высших учебных заведениях, в том числе в Высшей партийной школе при ЦК КПСС (1930—49), в Московском институте истории, философии и литературы (1929—41), на историческом факультете МГУ (1942— 1949), в институте международных отношений (1948—61) и др. В 1938—49 и с 1957 старший научный сотрудник института истории АН СССР. З. — автор работ «Движение меньшинства в Англии» (совместно с Д. Аллисоном, 1929), «Империалистическая политика США в странах Карибского бассейна. 1900—1939» (1948), «Очерки истории США (1877—1918)» (1956), «Очерки истории рабочего движения в США. 1865—1918» (1962), «Экспансионистская политика США в начале XX в.» (посмертное изд., 1969) и др. З. был также ответственным редактором и соавтором ряда коллективных научных трудов и учебников.
Зубонакатывание
Зубонака'тывание, процесс образования или обработки зубьев зубчатых колёс, зубчатых реек и червяков без снятия стружки, путём пластического деформирования металла. Различают З. формообразующее и упрочняющее. Формообразующее З. (образование зубьев непосредственно на литых, кованых, штампованных и др. заготовках) осуществляется на зубонакатном станке с предварительным нагревом заготовки (обычно токами высокой частоты) или без нагрева (для зубчатых колёс малых модулей). Зубонакатные станки бывают с осевой или радиальной подачей. Осевая подача обеспечивает более высокую точность зубчатого колеса, но даёт несколько меньшую производительность. Применение зубонакатных станков исключает необходимость чернового, а иногда и чистового зубонарезания. Упрочняющее З. (частичное или по всему профилю зубьев) — обработка уже имеющихся зубьев поверхностным пластическим деформированием с целью повышения их усталостной прочности, износостойкости и долговечности осуществляется на специальных зубонакатных станках.
З. производят зубонакатным инструментом — зубчатыми накатниками (валками), работающими по методу обкатки, или роликами, дисковыми фасонными валками и др. — по методу копирования. Материал инструмента — обычно хромистая, хромоникелевая или хромо-ванадиевая сталь.
Д. Л. Юдин.
Зубонарезание
Зубонареза'ние, процесс обработки зубьев зубчатых колёс и др. деталей, имеющих зубья, на зубообрабатывающем станке путём снятия стружки зуборезным инструментом. З. бывает черновое (предварительное) и чистовое. При черновом З. снимается большая часть припуска, а профиль зуба ещё не получает окончательной формы. Чистовое З. бывает либо окончательным процессом, либо после него производят упрочняющую обкатку зубьев, термическую обработку с последующим зубошлифованием или доводкой. Черновое З. осуществляют методами обкатки или копирования, чистовое З. — обычно методом обкатки. При копировании инструментом является дисковая или пальцевая фреза, которая в радиальной плоскости имеет профиль, соответствующий впадине между зубьями нарезаемого зубчатого колеса. При обкатке используют червячные фрезы, зубонарезные гребёнки, долбяки, зубострогальные резцы с режущей частью, производящая поверхность которой представляет собой как бы профиль зуба сопряжённой зубчатой рейки (колеса). Профиль зуба, получаемый после З. по методу обкатки, близок к огибающей линии, образованной последовательными положениями режущей кромки инструмента. См. также Зубонакатывание.