Титан, алюминий, цирконий обладают высоким сродством к азоту и способны при относительно небольшой концентрации в расплаве и невысоком давлении в газовой фазе образовывать нитриды.
Церий в наибольшей степени понижает активность азота в никеле. Меньшее влияние оказывают цирконий и титан, а алюминий практически не влияет на растворимость азота. Характер взаимодействия легирующих элементов с азотом, растворённым в жидком металле, определяется сродством элементов к азоту, а также прочностью химической связи азота и легирующего элемента с основной составляющей сплава.
Из элементов, образующих с никелем растворы, близкие к идеальным, наибольшим сродством к азоту обладает хром. Ещё более прочные связи с азотом в нитридах имеют цирконий, титан и алюминий.
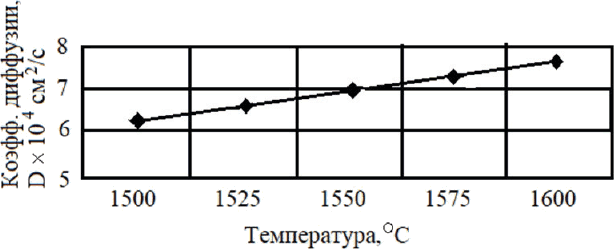
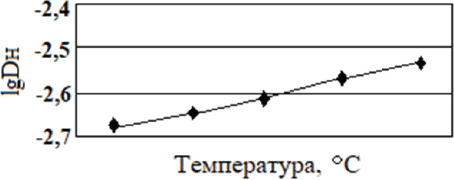
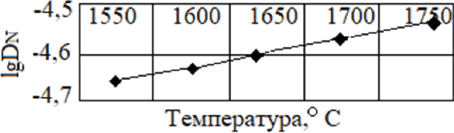
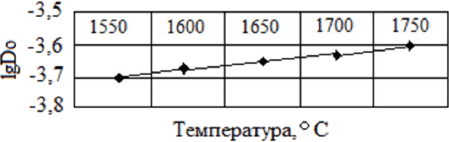
На рис. 1–4 представлена зависимость коэффициентов диффузии водорода, кислорода и азота от температуры расплава.
Рис. 1. Влияние температуры на коэффициент диффузии водорода
Рис. 2. Влияние температуры на lg коэффициента диффузии водорода
Рис. 3. Влияние температуры на lg коэффициента диффузии азота
Рис. 4. Влияние температуры на lg коэффициента диффузии кислорода
2. Рафинирование и дегазация сплавов в вакуумно-индукационных печах
Процессы, происходящие в жидком металле в вакууме, связаны между собой и в большинстве случаев протекают одновременно. Так, например, процесс раскисления металла углеродом, сопровождаемый выделением пузырей окиси и двуокиси углерода, сопровождается выделением водорода и азота, всплыванием и восстановлением неметаллических включений, испарением примесей легколетучих компонентов и т. д. [2].
Как известно, рафинирование сплавов – это очистка их от примесей, которые ухудшают физико-химические показатели и снижают уровень механических характеристик.
Очистка металлических расплавов от растворённых металлических и неметаллических примесей является одной из главных целей металлургического производства.
Наиболее полное удаление растворённых примесей из никелевых расплавов осуществляется путём окислительного рафинирования, при котором расплав глубоко насыщается кислородом благодаря созданию окислительной атмосферы в печах, продувкой воздухом или кислородом, или за счёт использования окислительного шлака. Растворённые примеси, обладающие бо́льшим сродством к кислороду, чем основной металл, связываются в свободные оксиды. Из этих оксидов только монооксид углерода СО является газом и в виде пузырей уходит из расплава. Остальные примеси дают твёрдые или жидкие оксиды. Частицы подобных оксидов собираются на поверхности расплава в шлаке. Таким путём удаляются Si, Mn, Fe из никелевых расплавов. При подобном способе удаления примесей из расплава не уходят легирующие компоненты, обладающие малым сродством к кислороду. После окислительного рафинирования должно быть обязательно проведено раскисление расплава, т. е. удаление избытка растворённого кислорода [1].
Удаление растворённой примеси, обладающей малым сродством к кислороду, может быть достигнуто в сильно восстановительных условиях, когда атомы подобных примесей становятся отрицательно заряженными ионами, способными соединяться с сильными положительно заряженными ионами металла в шлаке. В результате образуется нерастворимое в расплаве соединение. На подобном явлении основано удаление серы из никелевых расплавов, осуществляемое за счёт образования сульфида кальция Ca2+шл + S2-расрл = CaSшл (индекс «шл» – шлак). Для создания необходимого количества ионов кальция в шлак добавляют карбид кальция СаС2 или фторид кальция СаF2.
Удаление растворённой примеси из расплава может быть осуществлено её взаимодействием со шлаком или флюсом. Примером этого может служить уже описанное связывание серы в сульфид кальция.
Летучие растворённые примеси могут быть удалены из металлических расплавов достаточно высоким перегревом или более надёжным способом – плавкой в вакууме. Достигаемая степень очистки зависит от равновесного давления пара примеси, определяемого её содержанием и коэффициентом активности, от величины остаточного давления над расплавом, от механических препятствий, создаваемых слоем оксидов или шлака, от условий перемешивания расплава и других внешних обстоятельств [1].
Крайне важную роль в этом процессе также играют приёмы, связанные с введением в расплав элементов (например, С, Mg, Ca или РЗМ), которые связывают присутствующие в жидком металле газы или вредные примесные атомы в легкоудаляемые в виде пара, а также оседающие на стенках тигля окисные или шлаковые соединения, кроме того связывающие их в высокотемпературные дисперсные частицы, что обеспечивает перевод вредных разупрочняющих материал-элементов в форму упрочняющих соединений.
Примеси попадают в сплав из исходных шихтовых материалов, а также в результате высокотемпературного взаимодействия жидкого сплава с формой.
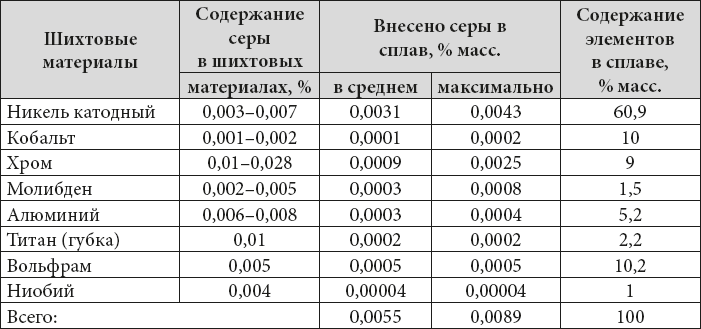
Например, при выплавке никелевого жаропрочного сплава ЖСбУ из чистых шихтовых материалов содержание вредной примеси серы, как указывается в работе [3], достигает 0,0089 % масс. Приведённая концентрация серы в сплаве обусловлена наличием её в исходных металлах, входящих в состав этого сплава (таблица 3).
Таблица 3
Содержание серы в шихтовых материалах и в сплаве ЖСбУ-ВИ
Все шихтовые материалы, применяемые при плавке литейных жаропрочных сплавов и, в частности, сплава ЖСбУ-ВИ, содержат серу (таблица 3). В результате из шихтовых материалов может перейти в сплав максимально до 0,009 % серы, причём около половины этого количества серы переходит в сплав из электролитического катодного никеля [3].
2.1. Взаимодействие компонентов сплава с газами и футеровкой тигеля
Высокое качество деталей из литейных жаропрочных сплавов, особенно деталей с монокристаллической структурой, обеспечивается высокой чистотой металла по газам (азоту, водороду и кислороду) и вредным неметаллическим примесям (в первую очередь сере, фосфору, кремнию) [4–5]. Одной из вредных примесей в жаропрочных сплавах является азот, который при кристаллизации никелевого расплава образует нитриды и карбонитриды, являющиеся источником образования различных дефектов структуры при получении монокристаллов, в т. ч. равноосных «паразитных» зёрен на поверхности деталей.
Очистка металлических расплавов от растворённых водорода и азота называется также дегазацией. Удаление из расплавов растворённого кислорода называется раскислением. Этот последний процесс ввиду его специфичности рассматривается далее отдельно.
На использовании явления уменьшения растворимости газов при снижении температуры металла основано снижение газонасыщенности сплавов путём простой предварительной переплавки с последующей кристаллизацией, когда полученный расплав разливают в чушки, используемые уже для приготовления рабочего сплава.
Дегазация металлических расплавов очень часто достигается путём продувки расплавов инертными или активными газами, а также обработкой расплавов летучими соединениями (главным образом, хлоридами). Во всех случаях процесс дегазации основан на диффузии растворённого газа из расплава в пузырь, образованный продуваемым газом, где парциальное давление растворённого газа вначале теоретически равно нулю, а затем приближается к равновесному, определяемому остаточным содержанием газа в растворе-расплаве. Удаление газа из расплава по такому механизму возможно и без продувки, через свободную поверхность при выдержке расплава в атмосфере, где парциальное давление растворённого газа меньше равновесного, определяемого его содержанием и температурой. Однако ввиду малой интенсивности массопереноса, зависящей от диффузии в расплаве, требуется большая поверхность раздела расплав – газ, что и достигается при продувке, когда газ подаётся в расплав в виде пузырьков диаметром 1–2 мм. Для этого применяют различные пористые насадки на конце рабочего патрубка (фурмы).