ТЕХПРОЦЕСС
1. Высокая вероятность изменения показателей регулируемой среды в зависимости от минимального изменения параметров среды и технологического режима.
2. Высокие максимальные расходы для многих контуров подачи газовых сред. При этом имеется значительная разница между максимальным и минимальным расходом.
3. Наличие участков с вредными условиями труда в связи с высокой вредностью производства. Высокий класс герметичности для участков подачи ядовитых сред, характеризующихся высокой щелочностью. Наиболее характерными средами являются Н2S и NH3.
ЭКСПЛУАТАЦИЯ И ОБСЛУЖИВАНИЕ
1. Проблемы с наличием обученного персонала.
2. Несмотря на заявленные требования по безопасности – отсутствие требований по сертификации по ограничению выбросов, например, сертификации по летучим выбросам (fuggitive emissions).
3. Наличие значительных неопределенных вибраций трубопровода, гидроударов, срывов потока.
4. Отсутствуют требования к эксплуатации, обслуживанию и сервису клапанов.
5. Требование большего внимания к обслуживанию арматуры, в частности, снижения веса. Это позволяет уменьшить количество обслуживающего персонала до 1 человека вместо 2-х и более.
6. Быстрый износ клапанов приводит к выходу из строя клапанов в течение до 2-х мес. (известковое молочко).
Проблема выбора клапанов для спецификации, понятая как одна организационно-техническая проблема, была обобщена, как показано на рис.15.
Рис. 15. Диаграмма Исикавы организационно-технических проблем на содовом предприятии
Проблемы оказались во многом взаимосвязаны. По экспертным оценкам специалистов предприятия в большей степени регулирующая арматура оказалась связана с техпроцессом и эксплуатацией. Запорная арматура – с трубопроводом.
В целом, решения по клапанам и системе автоматизации оказались очень старыми. Так, управление основывалось еще на пневмосхемах разработки 70-х годов. Осознавая свое отставание, предприятие стремилось внедрить современную технологию на основе современных сетевых решениях АСУ ТП.
Настала пора познакомиться с предприятием поближе и узнать расстановку сил на предприятии. Основные проблемы при внедрении новых клапанов заключаются в т.ч. и в том, насколько специалисты подготовлены к новым решениям и какие уже доминанты находятся в их головах. Анализ «поля сил» и основные приоритеты предприятия, которые связаны с возможностями современной арматуры, и на которые можно было бы опереться при подготовке предложения, являлось основной заботой.
Поскольку мы получили ответы в основном от отдела КИП, то за бортом осталось мнение производств, механика, компании–интегратора АСУ ТП, и непосредственно главных специалистов и главного инженера. Степень их влияния в принятии решения также неизвестна. Как известно, эксплуатация и технологи могут быть и королями мнений и бюджетов, а могут и полностью зависеть от непроизводственных служб.
ВПЕРЕД В «ПОЛЕ»
Спланирована командировка и наши специалисты выехали на предприятие. Проблемы, как мы и ожидали, подтвердились. Старое предприятие, желающее стать более конкурентоспособным, имеющее большой потенциал экспорта, но имеющее и все проблемы, характерные для старых постсоветских промышленных гигантов.
Первый день полностью провели на ногах, общаясь по возможности со всеми специалистами, которые будут привлечены к реконструкции. Пройдены все участки, где планируется установка новой системы автоматизации и клапанов, проведены встречи с большинством начальников цехов, механиками, технологами и киповцами.
На встречах не раз боролись мнения технологов и эксплуатации, КИПа и механиков. Яркая картина противостояния различных мнений, где, похоже, решающее слово будет за эксплуатацией. Однако своего слова не сказал еще главный инженер, и мы знаем, что на вертикально-интегрированных предприятиях с Советской школой мнение руководства может быть определяющим. Намечено совещание, на котором будет заслушана наша компания, и мы должны предложить наиболее сильное решение, удовлетворяющее всех специалистов.
Важным дополнением к информации, которую мы получили от отдела КИП, стало то, что до сегодняшнего дня ни у одного из специалистов нет уверенности в том, какие клапаны могут действительно работать на таких сложных кристаллизующихся средах с высокой вероятностью быстрого зарастания, как сода. Предприятие использовало множество клапанов от различных производителей и так и не нашло подходящего. В связи с этим не раз звучало, что мы должны поставить клапан на испытание. Определились и другие проблемы, связанные с предыдущим опытом предприятия.
ИНЖЕНЕРНО-СТОИМОСТНОЙ АНАЛИЗ
Наступила очередь настоящего инженерного анализа опросных листов и разработки общих технических положений для последующей подготовки ТКП. При анализе опросных листов поэлементному анализу подвергся каждый из типов установленной арматуры и причины его установки. Особое внимание уделяли при этом несоответствию между типом устанавливаемого клапана, его стоимостью и его функциональной значимостью для процесса регулирования, возможности работы в кристаллизующейся среде и другим критериям, вызывающим повышенную озабоченность специалистов. Схема типовой ранее используемой и предлагаемой арматуры показана на рис.16.
Рис. 16. Общий вид используемого клапана
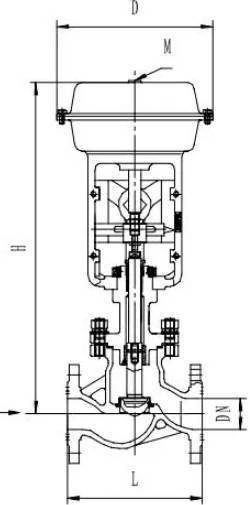
Для проведения поэлементного анализа и сравнения с возможными проблемами, которые могут возникнуть при эксплуатации в аммиачной воде и кристаллизующихся средах из инструкции по эксплуатации был взят поэлементный чертеж клапана, рис.17.
Рис. 17. Сборочный чертеж клапана
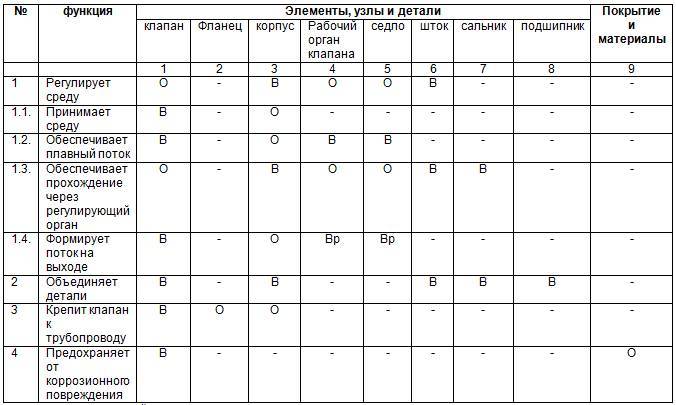
Одновременно из инструкции по эксплуатации были выделены основные сведения, касающиеся запчастей, неисправностей и способов их устранения, рекомендуемых заводом-изготовителем. Данные по основным узлам были сведены в матрицу функций, с целью дальнейшего проведения поэлементного анализа.
Табл. 1. Матрица функций элементов арматуры
Прим.* О – основной элемент; В – Вспомогательный элемент; Вр – оказывающий вредное воздействие
Функциональный поэлементный анализ
Разбиение элементов на основные и вспомогательные позволяет провести их функционально-стоимостной анализ поэлементно. Основными элементами клапана являются рабочий орган и седло, как функциональный центр клапана, относительно которого и происходит все регулирование. Шток, сальники и подшипник, обеспечивают «силовую» и «трансмиссионную» часть клапана и работу рабочего органа. Наконец, вспомогательную функцию объединения всех деталей и направления потока в рабочую зону рабочего органа и седла обеспечивает корпус. Роль фланца состоит в обеспечении крепления клапана к трубопроводу. Разберемся в их роли подробнее и поищем, где есть разрывы между стоимостью узла (элемента) и его вкладом в выполнение полезной функции.
Первым из таких элементов выступал собственно тип клапана. Седловой клапан, как показанный на рис.18, не имеет возможности регулировать при сложном переменном составе среды. На нем происходит залипание и кристаллизация среды, со значительным уменьшением условного прохода. Значительные гидравлические сопротивления не дают возможности использовать все сечение трубопровода для перекачки дисперсных кристаллизующихся сред. Тем более невозможно сэкономить на уменьшении энергопотребления насосами.