Расход ацетилена (его измеряют в дм
3
/ч), необходимый для расплавления слоя свариваемого металла толщиной 1 мм, устанавливают на практике. Так, слой низкоуглеродистой стали толщиной 1 мм расплавляется при расходе ацетилена 100–130 дм
3/ч. Чтобы определить расход ацетилена при сварке конкретной детали, нужно умножить расход, соответствующий единичной толщине, на действительную толщину свариваемого металла (мм).
При сварке низкоуглеродистой стали толщиной 3 мм минимальный расход ацетилена составит 100 ∙ 3 = 300, а максимальный – 130 ∙ 3 = 390 дм
3/ч.
Решающую роль в процессе горения играет кислород. Для полного сгорания одного объема ацетилена требуется два с половиной объема кислорода. Однако при газовой сварке недопустимо смешивать ацетилен с кислородом в такой пропорции, чтобы обеспечить полное сгорание ацетилена. Как правило, на один объем ацетилена подают 1,1–1,2 объема кислорода.
Для предотвращения окислительных процессов при газовой сварке в присадочные материалы и флюсы вводят вещества, которые раскисляют металл[11], например кремний и марганец, которые имеют большее сродство к кислороду, чем металл шва. При сварке стали раскисляющее действие оказывают углерод, его оксид и водород, образующиеся при горении газовой смеси. Поэтому углеродистые стали можно сваривать и без флюса. Соответствующие присадочные материалы и флюсы применяют и для легирования металла шва.
При газовой сварке основной металл, примыкающий к сварному шву, подвергается нагреву до температуры 1500 °C. Область, нагретую до 450—1500 °C, принято называть зоной термического влияния. Общая протяженность околошовной зоны при газовой сварке, зависящая от толщины и марки стали, составляет 6—30 мм. Эта область склонна к образованию холодных и горячих трещин.
Для предупреждения образования холодных трещин рекомендуется применять сварочные материалы с минимальным содержанием фосфора и проводить сварку на оптимальных режимах.
Для предотвращения образования горячих трещин необходимо применять сварочные материалы с повышенным содержанием марганца и минимальным количеством серы и углерода, вводить в металл шва легирующие элементы (титан, алюминий, медь), выполнять сварку с предварительным подогревом и последующей термообработкой.
Кроме того, для улучшения структуры и свойств зоны термического влияния и металла шва, выполненного газовой сваркой, осуществляют горячую проковку[12] шва, его термообработку (нагрев сварочной горелкой) и общую термообработку сварного изделия (нагрев в печах с последующим медленным охлаждением).
Технология
сварочных работ
Под техникой сварки понимают приемы манипулирования электродом или горелкой, выбор режимов сварки, приспособлений и способы их применения для получения качественного шва. Однако качество швов зависит не только от техники сварки, но и от других факторов, таких как состав и качество применяемых сварочных материалов, состояние свариваемой поверхности, качество подготовки и сборки кромок под сварку.
Подготовительные слесарные операции
Благодаря доступности электроинструментов в наше время работы по раскрою и подготовке металла к сварке значительно упростились. Фактически с помощью одной только углошлифовальной машинки в большинстве случаев можно быстро раскроить материал, опилить фаски, а затем и зачистить сварные швы. Но болгарка выручает не всегда. Для работы в узких местах, при сложной конфигурации исходного материала, его малых размерах и т. п. она неудобна. Например, прорезать болгаркой небольшое окно в металлическом листе, не захватывая лишний материал, не получится. Тонкий металл из-за высокой скорости вращения отрезного или шлифовального диска очень легко пережечь. К тому же ограничиться раскроем и зачисткой удается не всегда. И тут на помощь приходят старые добрые ручные инструменты.
Рубка металла
Операция по разделению на части или по удалению излишних слоев металла называется
рубкой
. При помощи рубки удаляют наплывы, снимают кромки, заусенцы, твердую корку, делят заготовки на части, делают отверстия, пазы, канавки, углубления, разделывают трещины под сварку и т. п. Точность обработки при рубке составляет 0,5–0,7 мм.
Линии разметки под рубку лучше наносить керном в виде пунктира. При разметке кромок под сварку удобно наносить две риски в виде параллельных линий: внутренняя показывает верхнее ребро фаски, а внешняя – нижнее ребро фаски.
Режущим инструментом при ручной рубке являются зубило и крейцмейсель[13], ударным – слесарный молоток. Угол заострения лезвия зубила или крейцмейселя в зависимости от твердости обрабатываемого материала должен составлять: для чугуна, бронзы и твердой стали – 70°, стали средней твердости – 60°, меди, латуни, алюминиевых и драгоценных сплавов – 45° и менее.
Слесарные молотки бывают с круглым и квадратным бойком. Сила удара молотка по зубилу зависит от веса молотка, величины размаха и скорости движения руки. Тяжелый молоток увеличивает силу удара, но в то же время делает работу более утомительной. Рекомендуемая масса молотка – от 600 до 800 г.
При рубке заготовки кладут на толстую стальную плиту или наковальню или зажимают в тиски. Для рубки лучше применять стуловые тиски, они более устойчивы. При использовании параллельных тисков необходимо, чтобы они были тяжелыми и прочными, с шириной губок 125–150 мм. Рубить следует по направлению к неподвижной губке, предварительно подложив под деталь деревянную или металлическую подкладку, чтобы не испортить тиски.
Зубило следует держать легко в кулаке левой руки за среднюю часть стержня, удерживая главным образом безымянным пальцем и мизинцем и слегка придерживая средним и указательным пальцами. Стоять надо прямо, не нагибаясь, вполоборота по отношению к тискам так, чтобы левая нога была выдвинута вперед, а правая отнесена назад[14]. Во время рубки надо смотреть на лезвие зубила, а не на головку, иначе при ударе легко промахнуться.
Рубку пруткового, полосового и толстого листового металла производят на плите или наковальне. Зубило ставят вертикально, материал надрубают с обеих сторон и затем отламывают, перегибая то в ту, то в другую сторону. Круглые прутки предварительно надрубают по окружности, а затем, поворачивая пруток, наносят сильные удары до полного разделения.
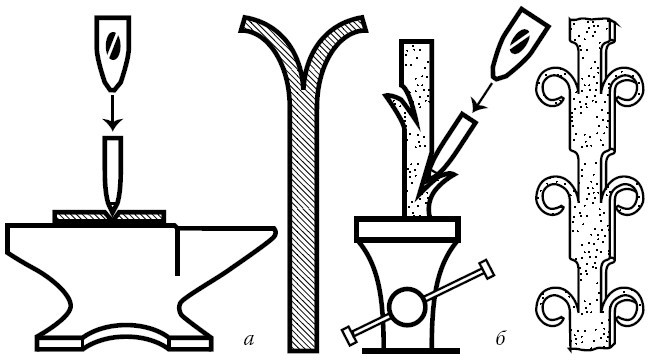
При вырубании заготовки из листового металла или получении в нем отверстия лист кладут на плиту, зубило держат вертикально и ведут его вдоль разметочной линии, оставляя припуск на последующую обработку (рис. 11,
а
). Сначала легкими ударами делают надрубы вдоль всей линии разметки, а затем сильными ударами прорубают материал насквозь. Лист толщиной до 2 мм прорубают с одного удара, предварительно подложив прокладку из мягкой стали, чтобы не повредить зубило. Толстые листы рубят до тех пор, пока с противоположной стороны не появится след от зубила, и, перевернув лист, окончательно вырубают заготовку.
Рис. 11.
Рубка:
а
—
на наковальне;
б
—
в тисках
При рубке в тисках листовой материал устанавливают так, чтобы разметочная линия совпала с уровнем губок. Толстые заготовки при рубке по разметке устанавливают так, чтобы риски были выше губок на 3–4 мм.
В ряде случаев, например при изготовлении художественно-декоративных элементов (для заборов, лестничных ограждений и т. п.), металл не разрубают полностью, а надрубают, формируя таким образом заусенцы, завитки, вилки и т. п. Если необходимо от стержня квадратного сечения или полосы отсечь ветвь значительно меньшей толщины, чем остающаяся часть стержня, это делают, как правило, вертикально в тисках (рис. 11,
б
). Заготовку зажимают в тисках и зубилом под соответствующим углом отсекают нужную ветвь. В этом случае заготовку как бы обтесывают. Эта операция требует значительного опыта для того, чтобы рассекание было ровным, а отсекаемые ветви были одной и той же толщины. Чтобы облегчить рубку, заготовку следует нагреть.