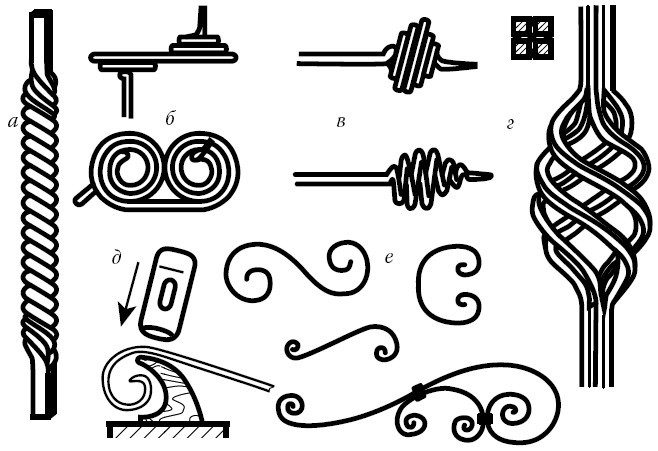
Вначале следует определить необходимую длину заготовки. Проще всего это сделать с помощью тонкой проволоки, которую сначала скручивают по форме волюты, потом распрямляют и измеряют. Затем отрубают заготовку этой длины и выгибают основной наиболее крутой завиток. После этого молотком на оправке выгибают спираль (рис. 15,
д
).
Рис.
15
. Гнутые кузнечные изделия:
а
– торсированный стержень;
б, в
– скручивание шишки из одного прутка;
г
– шишка из связки прутков;
д
– формование завитка волюты;
е
– виды волют
Заготовки, предназначенные для изготовления волют, можно украсить продольными желобками или орнаментами, выполненными с помощью чеканов или рельефных пуансонов. Чтобы упростить работу, украсить желобками или другим орнаментом можно только концы волют.
При изготовлении однотипных мелких спиралей, требующихся в решетках и других изделиях в больших количествах, пользуются шаблонами, которые облегчают работу, ускоряют процесс изготовления и повышают точность размеров полученных деталей.
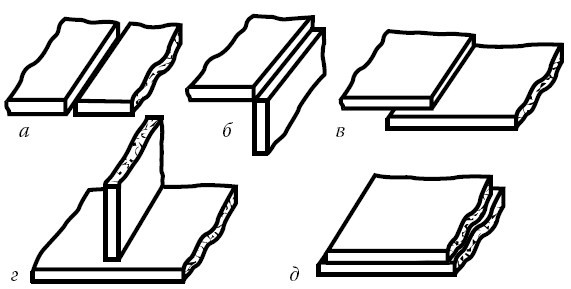
Сварные соединения и швы
Сварные соединени
я
могут быть стыковыми, угловыми, тавровыми и нахлесточными (рис. 16).
Рис.
16
. Сварные соединения:
а
– стыковое;
б
– угловое;
в
– нахлесточное;
г
– тавровое;
д
– торцовое
Стыковым
называется сварное соединение двух элементов, расположенных в одной плоскости или на одной поверхности.
Угловым
называется соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев.
Нахлес
точным
называется сварное соединение, в котором свариваемые элементы расположены параллельно и перекрывают друг друга.
Разновидностью нахлесточного соединения является
торцовое
, в котором боковые поверхности свариваемых элементов примыкают друг к другу.
Тавровым
называется сварное соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент.
Часть конструкции, в которой сварены примыкающие друг к другу элементы, называется
свар
ным узлом
.
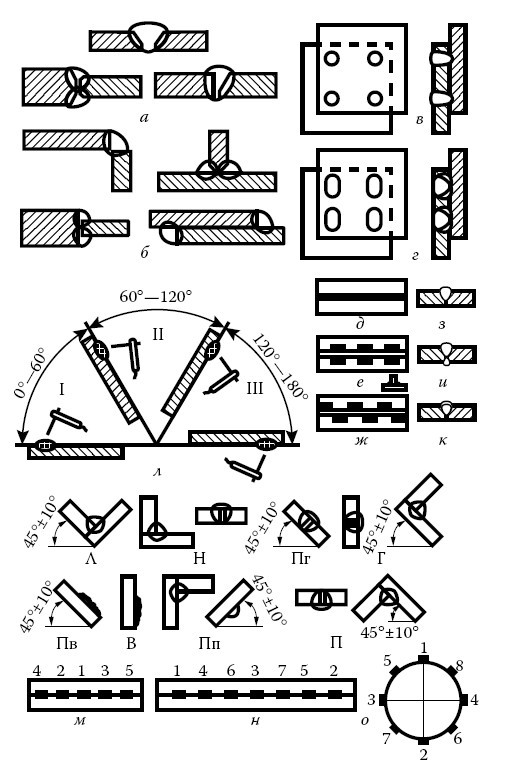
Сварные швы
могут быть стыковыми и угловыми (рис. 17,
а – г
).
Стыковой шов
– сварной шов стыкового соединения.
Угловой шов
– сварной шов углового, таврового и нахлесточного соединений. Разновидностью этих типов являются швы пробочные и прорезные, выполняемые в нахлесточных соединениях.
По форме в продольном нап
равлении
сварные швы могут быть
непрерывным
и
,
прерывистыми
,
одно-
и
многослойными
,
одно-
и
двустор
онними
(рис. 17,
д – к
). С помощью стыковых швов образуют в основном стыковые соединения, с помощью угловых швов – тавровые, крестовые, угловые и нахлесточные соединения, с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения.
В зависимости от формы и размеров изделия швы могут отличаться
пространствен
ным положением
. Швы разделяют на
нижни
е
,
вертикальные
,
гориз
онтальные
и
потолочные
(рис. 17,
л
).
Горизонтальные швы выполняют на вертикальной плоскости в горизонтальном направлении. Согласно ГОСТ 11969-79, швы по положению в пространстве подразделяются на: нижние – Н и нижние в лодочку – Л; полугоризонтальные – Пг; горизонтальные – Г; полувертикальные – Пв; вертикальные – В; полупотолочные – Пп; потолочные – П.
Рис.
17
. Сварные швы:
а
– стыковые;
б
– угловые;
в
– пробочные;
г
– прорезные;
д
– непрерывные;
е
– прерывистые цепные;
ж
– прерывистые шахматные;
з
– односторонние;
и
– двусторонние;
к
– многослойные (показано 2 слоя);
л
– основные и промежуточные пространственные положения сварочных швов (I – нижнее; II – вертикальное или горизонтальное; III – потолочное);
м
—
о
– прихватки
Сварные швы, применяемые для фиксации взаимного расположения, размеров и формы собираемых под сварку элементов, называются
прихватками
. Длина каждой прихватки составляет от 3 до 6 толщин свариваемого металла, расстояние между ними выдерживается от 20 до 40 толщин. Ставят прихватки с лицевой стороны соединения, очищают от шлака, а при сварке полностью удаляют или полностью переплавляют. На коротких и средних швах прихватки расставляют от центра к краям, поочередно в каждую сторону (рис. 17,
м
). На длинных швах поступают наоборот: прихватывают вначале края, затем центр и поочередно с каждой стороны двигаются от краев к центру (рис. 17,
н
). При кольцевых швах (рис. 17,
о
) прихватки ставят попеременно по главным координатным осям (под 90°), а при необходимости – и по дополнительным диагоналям (под 45°).
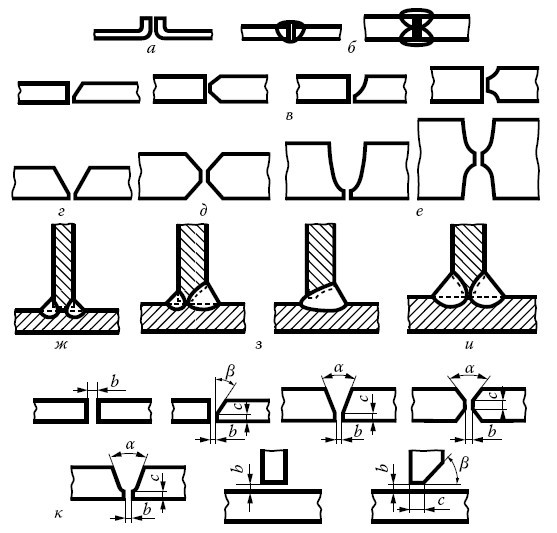
Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок[15] соединяемых деталей в поперечном сечении (рис. 18,
а – е
).
По этому признаку различают следующие основные типы стыковых швов
: с отбортовкой к
ромок
(применяются при газовой сварке тонкого металла);
без разделки к
ромок
– односторонние (при толщине свариваемых деталей 1–6 мм) и двусторонние (при толщине деталей 3–8 мм);
с разделкой од
ной кромки
– односторонней, двусторонней (до 60 мм);
с прямоли
нейной или криволине
йной формой разделки
;
с односторонней разделкой двух
кромок
;
с V-образной
разделкой
;
с двусторо
нней разделкой двух
кромок
;
Х-образной ра
зделкой
(с толщиной деталей до 120 мм). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка).
Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине (рис. 18,
ж – и
).
По форме попереч
ного сечения
швы могут быть
без ра
зделки кромок
(при толщине свариваемых деталей от 2 до 30 мм),
с одно
сторонней разделкой
кромки
(3—60 мм),
с двусторонне
й разделкой кромок
(до 100 мм).
Рис.
18
. Подготовка кромок стыковых (
а – е
) и угловых (
ж – и
) швов:
а
– с отбортовкой кромок;
б
– без разделки кромок;
в
– с разделкой одной кромки;
г
– с односторонней разделкой двух кромок;
д
– с Х-образной разделкой двух кромок:
е
– с U-образной разделкой;
ж
– без разделки;
з
– с односторонней разделкой;
и
– с двусторонней разделкой;
к
– конструктивные элементы разделки
По протяженности
угловые швы могут быть
непрерывными
и
прерывистыми
,
с шахмат
ным
и
цепным расположе
нием отрезков шва
(рис. 17,
д—
ж
). Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности – точечными швами.
Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов (их часто называют электрозаклепками) либо путем проплавления верхнего листа через предварительно проделанное отверстие.