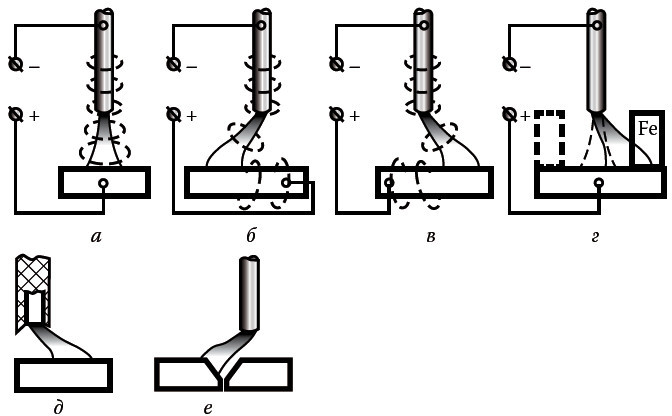
На столб сварочной дуги действует также несимметричное магнитное поле, которое образует ток, протекающий в изделии; столб дуги при этом будет отклоняться в сторону, противоположную токоподводу.
Отклонение дуги могут вызвать несимметричность обмазки электрода (рис. 7,
д
) и химическая неоднородность свариваемой стали (рис. 7,
е
).
На величину отклонения дуги влияет также угол наклона электрода, поэтому для его уменьшения электрод наклоняют в сторону отклонения дуги, а также уменьшают длину дуги.
Нередко при сварке наблюдается блуждание дуги – беспорядочное перемещение сварочной дуги по изделию, обусловливаемое влиянием загрязнения металла, потоков воздуха и магнитных полей. Особенно часто это наблюдается при сварке угольным электродом. Блуждание дуги ухудшает процесс формирования шва, поэтому для его устранения иногда используют постоянное продольное магнитное поле, создаваемое соленоидом, расположенным вокруг электрода.
Рис. 7.
Магнитное дутье:
а
– нормальное положение;
б
– отклонение влево;
в
– отклонение вправо;
г
– действие ферромагнитной массы (пунктиром показана компенсирующая масса);
д
– несимметричность обмазки («козыряние» электрода);
е
– химическая неоднородность свариваемой стали
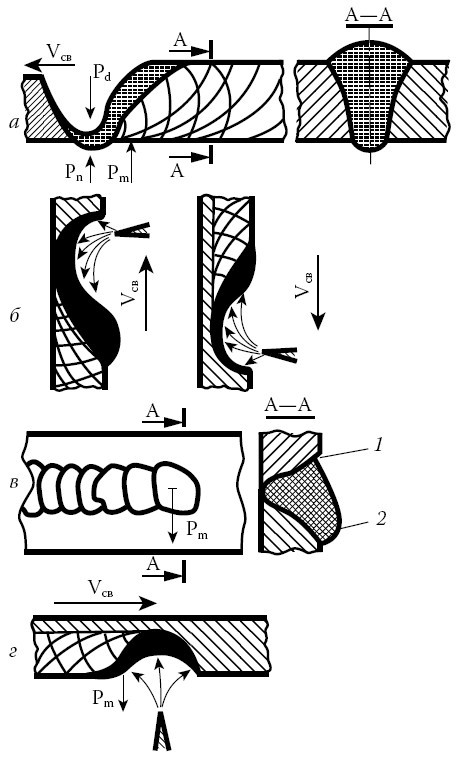
Образование сварочной ванны
Процесс формирования сварочной ванны, происходящий под действием силы тяжести расплавленного металла
P
m
, давления сварочной дуги
Р
d
и сил поверхностного натяжения
Р
n
представлен на рис. 8.
Рис. 8.
Силы, действующие в сварочной ванне и формирование шва:
а
– нижнее положение;
б
– вертикальное;
в
– горизонтальное;
г
– потолочное;
V
св
– направление сварки;
1
– подрез;
2
– наплыв
Распределение этих сил во многом зависит от расположения сварочного шва в пространстве. При нижнем расположении шва и при сквозном проплавлении жидкий металл удерживается в ванне силами поверхностного натяжения, которые уравновешивают силу тяжести
Р
m
и давление, оказываемое на ванну источником теплоты
Р
d
, т. е.
Р
n
=
Р
m
+
Р
d
. Если это равновесие сил нарушается, то может произойти разрыв поверхностного слоя и металл вытечет из ванны, образуя прожог.
В реальных условиях, когда сварочная ванна перемещается вдоль шва, могут возникать дополнительные силы гидродинамического характера, перемещающие расплавленный металл в хвостовую часть ванны. Для того чтобы уравновесить все эти силы, удерживающие жидкий металл в объеме ванны, приходится принимать дополнительные меры: сварку на подкладках или других удерживающих приспособлениях. Особенно велико значение таких мер при вертикальном и потолочном расположении шва.
Формирование вертикального шва может происходить по двум направлениям – снизу вверх и сверху вниз. Когда шов формируют снизу вверх, т. е. сварка выполняется на подъем, жидкий металл удерживается в ванне только силами поверхностного натяжения, а при сварке сверху вниз к этим силам добавляется давление дуги.
Горизонтальный шов на вертикальной плоскости имеет свои особенности. При неправильно выбранных режимах сварки жидкий металл может концентрироваться на нижней плоскости шва, нарушая симметрию (с образованием подрезов и наплывов), что в конечном итоге снижает прочность сварки.
При потолочной сварке силы, действующие на жидкую фазу металла, должны не только удерживать ее от стекания вниз, но и перемещать электродный металл в направлении, противоположном силам тяжести. Во всех указанных случаях следует ограничить размеры сварочной ванны и тепловую мощность дуги.
Источники питания сварочной дуги
Источники тока для электросварки разделяются на две большие группы по виду получаемого от них тока:
источники переменного т
ока
и
источники постоя
нного тока
.
К первым относятся
сварочные
трансформаторы
и
резо
нансные источники св
арочного тока
. Ко вторым –
свароч
ные выпрямители
и
свар
очные генераторы
.
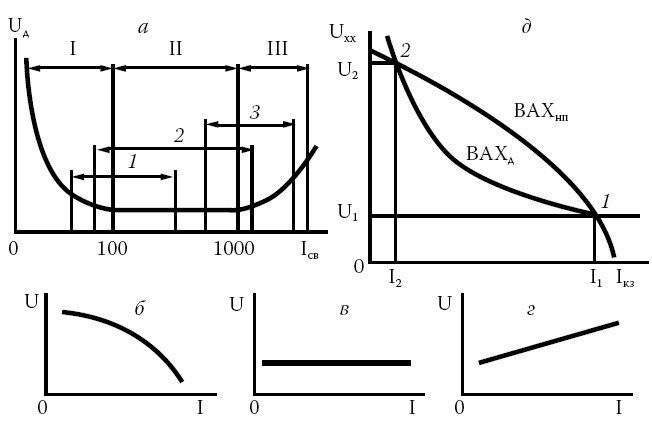
Важнейшие свойства как сварочной дуги, так и источников сварочного тока описывают их вольтамперные характеристики (далее – ВАХ), которые показывают зависимость между установившимися значениями тока и напряжения дуги и могут быть падающими, жесткими и возрастающими (рис. 9,
а
). ВАХ имеет три области.
Устойчивое горение сварочной дуги возможно только в том случае, когда ее источник питания поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
Первая область
(I) характеризуется резким падением напряжения
U
д
на дуге с увеличением тока сварки
I
св
. Такая характеристика называется падающей и вызвана тем, что при увеличении тока сварки происходит увеличение площади, а следовательно, и электропроводности столба дуги.
Во второй области
(II) характеристики увеличения тока сварки не вызывают изменения напряжения дуги. Характеристика дуги на этом участке называется жесткой. Ее положение на этом участке происходит за счет увеличения сечения столба дуги, анодного и катодного пятен пропорционально величине сварочного тока. При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
В треть
ей области
(III) с увеличением сварочного тока возрастает напряжение на дуге. Такая характеристика называется возрастающей. При работе на этой характеристике плотность тока на электроде увеличивается без увеличения катодного пятна, при этом возрастает сопротивление столба дуги и напряжение на дуге увеличивается.
Рис. 9.
Вольтамперные характеристики процесса дуговой сварки:
а
– статическая характеристика сварочной дуги (I – участок падающей характеристики; II – участок жесткой характеристики; III – участок возрастающей характеристики;
1, 2, 3
– участки характеристики при различных способах сварки);
б
– падающая;
в
– жесткая;
г
– возрастающая ВАХ источников питания сварочной дуги;
д
– совмещенные ВАХ источника питания и сварочной дуги (ВАХ
ип
– ВАХ источника питания; ВАХ
д
– ВАХ дуги;
U
xх
– напряжение холостого хода;
І
кз
– ток короткого замыкания)
Источники питания сварочной дуги имеют также свои вольтамперные характеристики, которые могут быть падающими, жесткими и возрастающими.
Для стабильного горения дуги необходимо равенство между напряжениями и токами дуги (
U
д
I
д
) и источника питания (
U
ип
I
ип
). Участки 1, 2, 3 характеристики на рис. 9,
а
соответствуют статическим характеристикам источников питания (рис. 9,
б – г
), применяемых при различных способах сварки:
– 1 (падающая) – ручная дуговая сварка штучными электродами;
– 2 (жесткая) – автоматическая, полуавтоматическая сварка под флюсом, электрошлаковая сварка толстой электродной проволокой диаметром более 2,5 мм на малых и средних плотностях тока;
– 3 (возрастающая) – сварка под флюсом и в среде защитных газов тонкой электродной проволокой на больших плотностях тока.