В зависимости от отношения диаметров покрытия и электродной проволоки (
D
/
d
) электроды по толщине покрытия подразделяются на 4 типа:
М – электроды с тонким покрытием
D
/d
≤ 1,2;
С – электроды со средним покрытием 1,2 ≤
D
/d
< 1,45;
Д – электроды с толстым покрытием 1,45 ≤
D
/d
< 1,8;
Г – электроды с особо толстым покрытием
D
/d
> 1,8.
Наиболее простое тонкое покрытие изготавливают из мелко просеянного мела, разведенного на жидком стекле. На 100 весовых частей мела берется 25–30 весовых частей жидкого стекла. Полученная смесь размешивается в воде до получения сметанообразного состояния. Покрытие наносится на электродную проволоку окунанием, с последующей сушкой при температуре 30–40 °C.
Тонкое покрытие предназначено только для стабилизации горения дуги и не создает защиты для расплавленного металла шва, что приводит к окислению и азотированию наплавленного металла. Такие электроды не используют при выполнении ответственных работ, так как сварочный шов получается хрупким, пористым, с различными неметаллическими включениями.
Сварные соединения высокого качества выполняют электродами со средним, толстым и особо толстым покрытием. Кроме стабилизации горения дуги эти покрытия способны выполнять еще ряд функций: защищать расплавленный металл шва от воздействия кислорода и азота воздуха; раскислять окислы, образующиеся в процессе сварки; изменять состав наплавляемого металла, вводя в него легирующие примеси; удалять серу и фосфор из расплавленного металла шва. Такие покрытия образовывают шлаковую корку поверх металла шва.
Для выполнения перечисленных функций покрытие электрода содержит следующие компоненты:
– ионизирующие вещества, облегчающие возбуждение сварочной дуги и поддерживающие ее стабильное горение (мел, мрамор, поташ, полевой шпат и т. п.);
– вещества, защищающие сварочную ванну от воздействия кислорода и азота воздуха (крахмал, древесная мука, целлюлоза и т. п.). При сварке они разлагаются и сгорают, выделяя большое количество защитных газов;
– раскислители, которые обладают большим сродством к кислороду и поэтому восстанавливают металл шва, улучшая его качество (ферросплавы, алюминий, графит и т. п.);
– легирующие вещества (ферромарганец, ферросилиций, феррохром, ферротитан), позволяющие улучшить свойства сварочного шва;
– шлакообразующие вещества образуют шлак, который, затвердевая на поверхности шва, препятствует его быстрому охлаждению, а также защищает от воздействия атмосферы (полевой шпат, кварц, мрамор, рутил, марганцевая руда и т. п.);
– связующие вещества, предназначенные для замешивания всех компонентов покрытия, а также для удержания покрытия на электроде и придания ему достаточной механической прочности после сушки. Обычно в качестве связующего вещества используют жидкое стекло, реже применяют декстрин.
Для увеличения количества наплавляемого металла в единицу времени в электродные покрытия иногда вводят железный порошок. Это улучшает технологические свойства электродов: облегчает повторное зажигание дуги, уменьшает скорость охлаждения наплавленного металла, что благоприятно сказывается при сварке в условиях низких температур.
Более качественные сварные швы дают электроды с покрытием, основой которого является титановый концентрат.
Ка
чественные покрытия
разделяют на четыре основные группы:
А –
кислые покрытия
, содержащие руды в виде окиси железа, марганца, кремния, иногда титана;
Б –
основные покрытия
, имеющие в качестве основы фтористый кальций и карбонад кальция. Сварку электродами с основным покрытием осуществляют на постоянном токе и обратной полярности. Вследствие малой склонности металла к образованию кристаллизационных и холодных трещин электроды с этим покрытием используют для сварки больших сечений;
Ц –
це
ллюлозные покрытия
, имеющие в качестве основы целлюлозу, муку или другие органические составы, создающие газовую защиту дуги и образующие при плавлении тонкий шлак. Электроды с целлюлозным покрытием применяют, как правило, для сварки стали малой толщины;
Р –
р
утиловые покрытия
, основным компонентом которых является рутил. Для шлаковой и газовой защиты в покрытия этого типа вводят соответствующие минеральные и органические компоненты. При сварке на постоянном и переменном токе разбрызгивание металла незначительно. Устойчивость горения дуги, формирование швов во всех пространственных положениях хорошее.
В обозначениях электродов встречаются также:
П – прочие виды покрытия;
Ж – с содержанием в покрытии > 20 % железного порошка.
Смешанные покрытия обозначают двумя буквами.
Согласно ГОСТ 9466-75,
ус
ловное обозначение э
лектродов
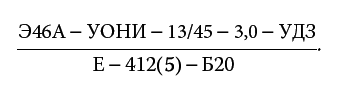
для дуговой сварки и наплавки сталей представляет собой длинную дробь, например:
В числителе записан тип электрода Э46А, его марка УОНИ-13/45, диаметр 3,0 мм и группа из двух букв и цифры УД3. Типы электродов для ручной дуговой сварки углеродистых, низколегированных, конструкционных и других сталей обозначают буквой Э, затем следуют цифры, указывающие прочностную характеристику наплавленного металла. Так, обозначение Э46 означает, что электроды этого типа обеспечивают минимальное временное сопротивление 460 МПа.
Если в обозначении после цифр стоит буква А, значит, этот тип электрода обеспечивает более высокие пластические свойства наплавленного металла.
Для сварки вышеуказанных сталей предусмотрены 14 типов электродов (
табл. 3
), в которых определены основные механические свойства и содержание вредных примесей (серы и фосфора).
Первая буква последней группы числителя (У) указывает назначение электрода, вторая (Д) – толщину покрытия (см. выше), цифра (3) – группу электродов по качеству изготовления.
Шифр буквы назначения электродов:
У – для конструкционных сталей с временным сопротивлением разрыву σ
B
< 600 МПа (60 кгс/мм
2
);
Л – для легированных конструкционных сталей с σ
B
> 600 МПа (60 кгс/мм
2
);
Т – для теплоустойчивых легированных сталей;
В – для высоколегированных сталей;
Н – для наплавки.
По качеству электроды делят на три группы 1, 2 и 3, где требования возрастают от группы 1 к группе 3.
В знаменателе приведены буква Е (электрод), группа индексов 412(5), указывающих характеристики наплавленного металла и металла шва (по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75), и группа из одной буквы и двух цифр Б20. Буква Б обозначает вид покрытия, первая цифра 2 – допустимые пространственные положения при сварке, вторая цифра 0 – требование к электропитанию дуги.
Допустимые пространственные положения при сварке или наплавке обозначают следующим образом:
1 – для всех положений;
2 – для всех положений, кроме вертикального сверху вниз;
3 – для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх;
4 – только нижнее и нижнее «в лодочку».
По роду и полярности применяемого при сварке или наплавке тока, а также по номинальному напряжению холостого хода источника переменного тока частотой 50 Гц электроды подразделяются в соответствии с
табл. 4
.
Одному и тому же типу электродов могут соответствовать несколько марок, например: электродам типа Э46 соответствуют марки АНО-4, МР-3 и др.; электродам типа Э42А соответствуют марки УОНИ-13/45 и СМ-11 (
табл. 5
).