Плиты рафинированного чугуна — «файнметалла» — являлись лишь промежуточным продуктом, которому предстояло пройти еще длинный ряд различных операций, прежде чем стать готовым изделием. Прежде всего его нужно было переработать в ковкое железо. Длинные ряды пудлинговых печей и были тем орудием, где совершалось это превращение. Размеры печи не всегда удавалось узнавать посторонним наблюдателям, заводчики держали их почему-то в секрете. Печи с подом длиною в 6 футов (ок. 1,8 м) и шириною в 4 (ок. 1,2 м) и высотою свода в 4 фута были повидимому своего рода стандартными для Уэльса. Садка в 12–15 пудов (200–250 килограммов) тоже была наиболее распространенной.
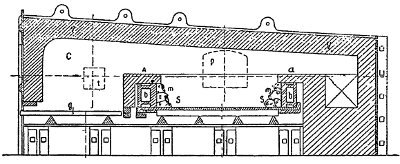
Пудлинговая печь 50-х годов XIX века. Вертикальный разрез. A — большой порог, отделяющий топку от пода; a — малый порог, отделяющий под от дымохода; bb — каналы из чугунных досок; C — топочное пространство; g — колосники; m — руда или известняки, образующие стенки пода; p — рабочая дверь; S — под; t — топочное отверстие; V — свод из огнеупорного кирпича.
Со времени Корта пудлингование подверглось некоторым техническим усовершенствованиям. Важнейшими из них были введение в 1819 году чугунных подовых плит, набойки пода из окислов железа (руды и окалины) и ведение процесса пудлингования с сильно окислительными железистыми шлаками железа. Но основы техники остались неизменными, остался неизменным и каторжный труд пудлинговщика. Последнего русские наблюдатели, да и не они одни, старались не замечать, хотя и оставили нам немало весьма точных описаний техники процесса. Вот одно из таких описаний. Язык его несколько суконный, как и надлежит ему быть в рапорте начальству, но да простит читатель за это автора его, майора Гурьева 1-го.
«При пущении в действие новых печей, под оных посыпают песком и печь нагревают от восьми до десяти часов, после чего печь нагружают файнметаллом.
Куски металла, поступающего в пудлинговые печи, имеют от одного до шести килограммов весу каждый. Наложив нужное количество каменного угля на колосник, разжигают оный, и таким образом, в течение 20 минут, жар достигает температуры красноватобелого каления. В это время угловатые части файнметалла начинают плавиться и чугун упадает каплями на дно пода. Тогда через рабочее отверстие мастер перемешивает железной кочергой металл, стараясь привести оный как можно ближе под струю пламени.
Когда весь файнметалл расплавится и получит вид теста, то жар тотчас уменьшают, дабы не разжижать массы. Уменьшение жара делается сбрасыванием угля с колосника и поливанием расплавленного металл на поду водою.
Доведя температуру печи до низшей степени жара, рабочий перемешивает кочергою расплавленный металл, который пучится и отделяет от себя значительное количество углеокисленного газа (окиси углерода), горящего по всей поверхности пода синим пламенем. В сем случае кочерга рабочего скоро накаливается, и он принужден охлаждать оную от времени до времени в холодной воде. В продолжение некоторого времени файнметалл, теряя свой углерод, густеет и начинает, по выражению английских рабочих, ссыхаться. Наконец, отделение углеокисленного газа становится слабее и совершенно прекращается. Рабочий продолжает перемешивание до той степени, пока металл представит вид как бы несвязного песку. В сем случае огонь снова усиливают на колоснике, и тогда части железа, достигнув красновато-белого каления, начинают слипаться и сплавляться в одну массу.
Сими признаками оканчивается операция и остается только тогда совокупить железо в небольшие крицы. Для сего рабочий, разогрев в самой печи полосу железа, прокатывает оную по поду; железо пристает к полосе и совокупляется таким образом в шарообразные массы или крицы, имеющие от полутора до двух пудов весу. При составлении криц, работник пожимает массу о под печи для некоторого отделения шлаков. При всякой операции, составляется пять или шесть таковых криц, на что потребно от 20 до 25 минут времени. Когда все крицы составлены, то все отверстия печи затворяют, с тем, чтобы возвысить температуру и содействовать совершеннейшему сплавлению металла[9]. По истечении некоторого времени, всякий ком или крицу берут железными щипцами, для отвоза оной на железной тележке под кричный молот, как в Стаффордшайре, или для пропущения в грубые валки, как это делается на некоторых заводах Южного Валлиса, где производится еженедельно огромное количество железа.
Вся операция в пудлинговых печах производится от двух до двух с половиной часов и время можно распределить следующим образом: через четверть часа после пущения печи в ход, файнметалл плавится в краях и начинают перемешивание; через час или полтора он превращается в песчановидную массу, которую перемешивают в течение получаса; наконец для составления криц употребляется от 20 до 25 минут.
В Стаффордшайре и Валлисе груз файнметалла одной операции пудлинговой печи достигает 200 или 225 килограммов. В Йоркшайре печи меньшего размера и в них нагружается не более 156 или 140 кг. Сто двадцать пять килограммов, максимум двести килограммов железа — это были результаты двухчасового каторжного труда. Две тонны, максимум две с половиной тонны — суточная продукция одной печи при непрерывной работе.
Пудлинговые печи были гениальным изобретением в конце XVIII века, действительно открывшим широкие горизонты в то время, когда железо требовалось тоннами. Пудлинговая печь стала тормозом дальнейшего развития, когда железо стало потребляться сотнями и тысячами тонн. Несовершенство производственного аггрегата уравновешивалось его количеством. Одинокая пудлинговая печь Корта превратилась в длинные ряды — десятки и сотни печей.
Но выделение отдельных кристаллов железа из чугуна, собирание их в рыхлую губчатую массу — «крицу» являлось лишь первой стадией процесса. Предстояло еще выжать шлак и соединить частицы железа в плотную массу. Корт прокатывал крицы в валках или проковывал их под молотом. Отжим шлака под молотом и в пятидесятых годах XIX столетия считался наилучшим способом, но применялся далеко не всюду. На Южно-Уэльских заводах, в том числе и в Даулесе, крица отжималась в особых прессах-жомах, по форме напоминающих огромную пасть крокодила (американцы так их и прозвали потом «аллигаторами»). Жом делал около 90 движений в минуту и требовал машины мощностью в 10–12 л. с. Один жом обслуживал 10–16 пудлинговых печей.
Обжатые крицы задавались в прокатные валки. В этих черновых валках они прокатывались в пудлинговую болванку в четыре дюйма ширины и один дюйм толщины, в так называемую «пудль-барс».
«Такая болванка содержит много шлака, с поверхности имеет рвани и пластинки, — доносил майор Гурьев. — Пудлинговая болванка или пудль-барс разрезывается на куски по два, по три фута длиною. Куски складываются в пакеты, провариваются (то есть нагреваются до белого каления) в сварочной печи и прокатываются в болванки тех же размеров под валками, делающими в минуту 80—100 оборотов. Это односварочное железо шлаковато и называется миль-барс, или железо № 2. Для получения полосового железа миль-барс разрезают, сваривают пакетами и прокатывают в разные сорта. Это двусварочное железо, называемое бар-айрон, или железо № 3. Сортовое железо прокатывается в валках, делающих до 150 оборотов в минуту».
Эти полосы и плиты, размеры которых измерялись дюймами, а вес — немногими десятками фунтов, являлись теми кирпичами, из которых складывался остов техники середины XIX столетия.
Прокат всевозможных видов являлся той формой, в которой железо находило свое применение в технике: всевозможное фасонное железо — круглое, квадратное, полосовое, угловое, однотавровое, двутавровое, коробчатое (швеллера), листовое железо, «пласты», проволока и т. д. Но важнейшим изделием этого массового производства проката были, конечно, рельсы. Мы немного остановимся на прежней технике их изготовления, как она описана в отчетах русских инженеров. В ней очень выпукло выступает вся кропотливость и медлительность производства. Рельс буквально склеивался из отдельных пластинок.