Плавка на коксе начинает распространяться в Англии с конца сороковых годов XVIII века. До этого она почти совершенно не была известна за пределами Кольбрукдэля, — так стал называться небольшой городок, в который превратился завод Дерби на ручье Кольдбруке. Он будет расти и скоро станет важнейшим рассадником металлургической техники.
Для француза Жара плавка на коксе была крупнейшей технической новинкой, открывающей возможности производства чугуна в неограниченных размерах. Но Жар подсмотрел и описал еще и другую новинку — способ производства самого высококачественного вида литого металла — тигельную сталь. Трудно себе представить, как удалось ему выведать тайну этого производства, которую так ревниво охраняли шеффильдские фабриканты, сами, впрочем, выкравшие ее у изобретателя, часовщика Бенжамена Гэнтсмана. Гэнтсман открыл этот способ получения стали около 1740 года, то есть за 25 лет до приезда Жара, однако именно Жар дал нам первое описание этого производства. Его рассказ стоит прослушать, ведь техника выработки тигельной стали осталась почти неизменной не только до времен Бессемера, но и почти до нашего времени.
Изготовление тигельной стали, как известно, распадается на две стадии: первая — это так называемая цементация и затем переплавка этой цементной стали в тиглях.
Первая стадия — цементация, то есть пропитывание углеродом полос мягкого железа, была известна в Англии уже давно. Родина этого способа — центральная Европа, в особенности Австрия. На этой стадии собственно и заканчивался процесс передела железа в сталь, которая дальше шла на изготовление всевозможных изделий. В Англии цементную сталь делали только в Нью-Кэстле и Шеффильде. Переплавка стали в тиглях и явилась тем новым, недавно сделанным изобретением, которое значительно улучшало качество продукта, делало его более однородным.
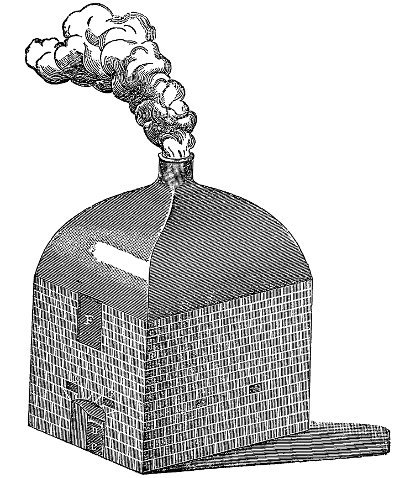
Печь для выработки цементной стали 60-х годов XVIII века. 1. Наружный вид
«Печи для приготовления стали около Нью-Кэстля, — пишет Жар, — различной величины, но построены они на основании одних и тех же принципов. Внешнее каменное строение представляет собой продолговатый прямоугольник. Внутри его посередине, в длину сделана чугунная решотка, лежащая горизонтально на уровне пола. Шириною она в 20 дюймов, под ней находится поддувало. Над решоткой приблизительно на высоте 16 дм. находится место, на котором расположены ящики, в которые кладется обрабатываемое железо. С каждой стороны устроено по десяти горизонтальных дымоходов, на них из огнеупорного песчаника выведены ящики и швы замазаны глиной. Внутри ящики длиною в 10 1/2 футов, шириною — в 2 фута 4 дюйма и глубиною в 2 фута 6 дюймов. Пламя охватывает их со всех сторон.
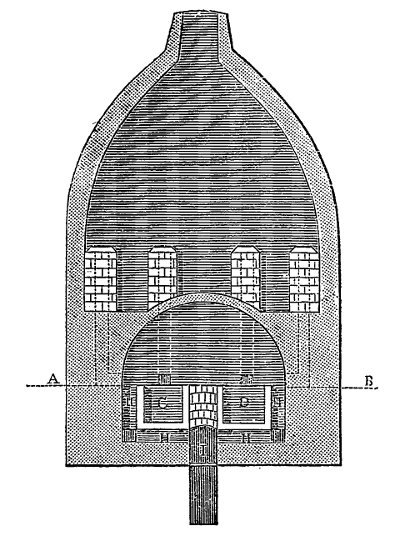
Печь для выработки цементной стали 2. Вертикальный разрез по короткой стороне. C и D — калильные или цементационные ящики; H — каналы, по которым проходит пламя; I — топочное пространство.
С боков ящики укрепляются перемычками и так прочно, что выдерживают и вес загруженного в них железа и действие пламени. Над этими ящиками и всем внутренним пространством печи выведен купол, который удерживает жар, а дым и пламя выходят через восемь дымоходов. Вся печь стоит под дымовой трубой, выложенной из кирпича, в виде сахарной головы. Одно только шведское железо признается годным для превращения в сталь. Было произведено много опытов и с английским железом, но из него никогда не могли получить столь же добротной стали, как из шведского…
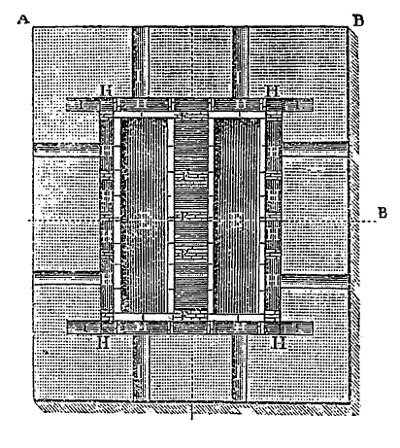
Печь для выработки цементной стали 3. Горизонтальный разрез по линии A — B. E — цементационные ящики; F — перемычки; H — каналы, по которым проходит пламя.
Для загрузки печи мастер заползает внутрь и ему туда подаются через отверстия в стенках полосы. Мастер насыпает на дно ящика слой толченого и просеянного через решето древесного угля, немного смачивает его и кладет ряд железных полос. На них снова насыпается слой угольного порошка, толщиною 1 дюйм, на него снова кладется ряд полос, и так продолжают, пока ящик не будет наполнен доверху. Верхний ряд полос засыпают слоем угля, и затем насыпают слой песку для того, чтобы горючее вещество в ящике лежало бы плотнее и не превратилось бы в пепел от действия жара. Употребляют мокрый песок, смачивая его, когда он высыхает. Песок накладывается более толстым слоем к середине, так что тут он имеет около 10 дюймов толщины. Заложив железо в ящики, закрывают все отверстия и зажигают печь.
Обыкновенно печь зажигают в понедельник вечером и поддерживают сильный огонь до субботы. После пяти дней и ночей непрерывного нагрева, когда, полагают, железо целиком превратилось в сталь, выламывают каменную кладку, которой были заложены отверстия, раскрывают заслонки, сбрасывают уголь с колосников в зольник, чтобы остудить печь. Нужно ждать еще целую неделю, пока сталь совершенно не остынет. До этого ее никогда не вынимают. Мастер, который закладывал железо, заползает тогда в печь и подает полосы другому рабочему.
Для этой работы нужно только двух рабочих, из которых каждый получает по 4 шиллинга за тонну стали. Эта сталь, когда она выходит из печи, называется пузыристой сталью. В таком виде она мало идет на продажу и центнер (1/20 тонны) стоит 26–28 шиллингов. Ее обычно проковывают еще под молотом и вытягивают в полосы толщиною в 7–8 линий и остужают ее на воздухе. Цель этой работы — придание ей большей плотности. Такая сталь называется обыкновенной сталью и ее употребляют для изготовления напильников, пил, ножниц, ножей и т. д. Ее много отсылают в другие английские провинции, в особенности Шеффильд и Бирмингэм. Центнер ее стоит 30–32 шиллинга».
Полученная таким путем цементная сталь и служила сырьем для выработки тигельной стали.
«При помощи следующей операции, — пишет Жар, — цементованная сталь еще больше рафинируется. Для этой цели употребляют всевозможные отбросы стальных изделий[7].
Пользуются печами, которые врыты в землю и имеют подвод воздуха под землей. У устья печи (в горизонтальной верхней крышке ее), лежащей вровень с полом, находится отверстие канала, идущего горизонтально к стене, от которой подымается труба. В этой печи можно поместить только один тигель, вышиною 9—10 дюймов и шириною в 6–7 дюймов. В него накладывается сталь с флюсом, состав его держат в секрете.
Тигель ставят на круглый кирпич, лежащий на решотке, затем вокруг тигля насыпают кокс и заполняют им всю печь. Зажигают огонь и закрывают верхнее отверстие печи заслонкой из кирпичей, стянутых железным обручем так, что пламя тогда идет по горизонтальному каналу в трубу. Тигель должен стоять пять часов в печи, прежде чем сталь совершенно расплавится. Затем она выливается в четырехугольные формы из чугуна (так называемые изложницы), состоящие из двух половин, накладываемых одна на другую. Вливание производится с одного конца.
Я видел слитки такой стали, они похожи на чугун. Сталь эта проковывается, как и цементная, под молотом, только ее следует нагревать слабее и с большей осторожностью, иначе она легко может лопнуть. Цель такой обработки — привести стальные частицы в более близкое соприкосновение друг с другом так, чтобы у нее не было «гнилых» пятен как у немецкой стали. Уверяют, что это достигается только от переплавки. Сталь эта употребляется не очень часто и только для таких изделий, которые требуют очень хорошей полировки. Из нее изготовляются лучшие бритвы, различные перочинные ножи, лучшие стальные цепочки, часовые пружины и маленькие напильники для часовщиков».
Так делали сталь в Англии в шестидесятых годах XVIII века. Таким же способом продолжали делать ее и в половине XIX века, но тогда, в шестидесятых годах XVIII столетия, это производство тигельной стали было замечательной технической новинкой, теперь же, ко времени Бессемера, оно превратилось в пережиток старого мануфактурного способа производства. Это был один из тех участков металлургической техники, где механизм еще не вытеснил руки человека, а из этого вытекали и все типичные для мануфактурного продукта черты, прежде всего количественная ограниченность производства, а отсюда и ограниченность его употребления. Бессемер ведь как раз первоначально и ставил себе задачу получения металла, который заменял бы тигельную сталь, но мог бы вырабатываться в больших количествах и более дешевым способом.