Главное движение при С. — вращательное, движение подачи — поступательное. При работе на сверлильных станках оба движения осуществляет сверло, при работе на других станках вращение совершает обрабатываемая заготовка, поступательное осевое движение — сверло.
Режим резания при С. определяется скоростью резания v и подачей s. Скорость резания (теоретическая) — окружная скорость наиболее удалённой от оси сверла точки режущей кромки: u = pDn/1000 м/мин, где D — диаметр сверла (по ленточкам) в мм; n — частота вращения сверла в об/мин. Допускаемая скорость резания при С.:
м/мин, где
Cv — коэффициент, зависящий от обрабатываемого материала, геометрии режущей части, материала сверла и др. условий обработки (охлаждение, глубина С. и т. п.);
Т — стойкость сверла (время работы до нормального затупления) в
мин; m — показатель относительной стойкости. Подача — осевое перемещение сверла за один его оборот в
мм/об — определяется по формуле:
мм/об, где
Cs — коэффициент, зависящий от механических свойств обрабатываемого материала и технологических факторов.
Производительность С. характеризуется основным технологическим временем: To= L/n×s мин, где L — длина прохода сверла в мм в направлении подачи.
Д. Л. Юдин.
2) В деревообработке — процесс получения сквозных отверстий в сплошной древесине или древесных материалах сверлом, а также обработка пазов, гнёзд под шипы и т. п. Точность обработки — 2—3-й класс (по диаметру), 3—4-й класс (по глубине). Частота вращения сверла по дереву достигает 3000—12000 об/мин, подача 0,1—0,5 мм/об (для твёрдых материалов) и 0,7—2,2 мм/об (для мягких материалов).
В. С. Рыбалко.
Лит.: Бершадский А. Л., Расчет режимов резания древесины, М., 1967. См. также лит. при ст. Обработка металлов резанием.
Сверлилы
Сверли'лы (Lymexylidae), семейство жуков. Длина тела 6—18 мм; окраска самок жёлтая, самцов чёрная, ноги жёлтые. Около 30 видов. Распространены всесветно. Жуки вылетают весной. Яйца откладывают в трещины старых стволов и брёвен. Личинки живут в древесине, просверливая ходы диаметром 1—2 мм (отсюда название). С. нападают на многие лиственные и хвойные деревья. Пораженная ими древесина непригодна для выработки из неё изделий. Большинство видов С. наносит вред древесине на лесосеках, складах, иногда в постройках. С. корабельный (Lymexylon navale) встречается на корабельных верфях. Меры борьбы: удаление из леса мёртвых деревьев, применение различных инсектицидов.
Сверлильная головка
Сверли'льная голо'вка, узел или приспособление металлорежущего станка (главным образом сверлильного) для закрепления режущих инструментов: свёрл, зенкеров, развёрток, метчиков. С. г. изготовляются несамодействующие и самодействующие (с индивидуальным приводом), с одним или несколькими шпинделями. С. г., устанавливаемые на многошпиндельных и агрегатных сверлильных станках, могут иметь шпиндели, располагаемые жестко (применяются в массовом производстве), и шпиндели, которые можно фиксировать в том или ином заданном положении (применяются в серийном производстве).
Сверлильный станок
Сверли'льный стано'к, станок для обработки отверстий со снятием стружки. На С. с. производят сверление, рассверливание, зенкерование, развёртывание, растачивание, нарезание резьбы. Различают следующие типы С. с. по металлу: вертикально-сверлильные, горизонтально-сверлильные, центровальные, многошпиндельные, агрегатные, специализированные и др.
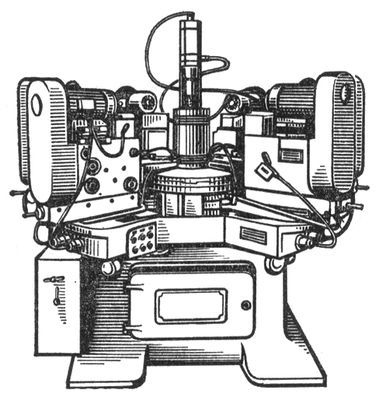
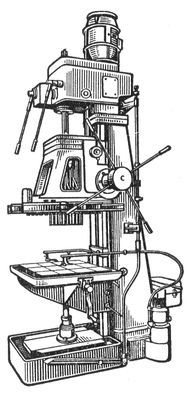
Вертикально-сверлильный станок (рис. 1) — наиболее распространённый тип С. с. в металлообработке; используется для получения отверстий в деталях относительно небольшого размера в условиях индивидуального и мелкосерийного производства, в ремонтных цехах и т. п. Инструмент (сверло, зенковка, развёртка и др.) закрепляют в вертикальном шпинделе, деталь — на столе станка. Совмещение осей обрабатываемого отверстия и инструмента производят перемещением детали. Для ориентации заготовки и автоматизации обработки применяют также программное управление. Для обработки отверстий диаметром до 12 мм (например, в приборостроении) используют настольные станки (обычно одношпиндельные). Тяжёлые и крупногабаритные детали, а также детали с отверстиями, расположенными по дуге окружности, обрабатывают на радиально-сверлильном станке. На этом С. с. совмещение осей обрабатываемого отверстия и инструмента осуществляют перемещением шпинделя относительно неподвижной детали. Горизонтально-сверлильный станок обычно используют при обработке глубоких отверстий (например, в осях, валах, стволах стрелковых и артиллерийских систем и т. п.). Центровальные станки служат для получения в торцах заготовок центровых отверстий. Иногда центровальные станки оснащаются отрезными суппортами с резками для отрезки заготовки перед центрованием (центровально-отрезной станок). Для одновременной обработки (главным образом сверления) нескольких отверстий применяют многошпиндельные С. с. (рис. 2) со сверлильными головками. Процесс обработки автоматизирован на агрегатных С. с., которые собирают из стандартных самодействующих силовых головок с фланцевыми электродвигателями и редукторами, обеспечивающими вращение шпинделя и подачу головки. Существуют агрегатные С. с. одно-, двух- и трёхсторонние, с вертикальными, горизонтальными и наклонными сверлильными и резьбонарезными шпинделями, число которых иногда достигает нескольких десятков в одном станке. Специализированные С. с., на которых выполняют ограниченный круг операций, снабжены различными автоматизированными устройствами. Для комбинированной обработки деталей применяют станки: сверлильно-расточные (одно- и двухсторонние), сверлильно-нарезные (обычно многошпиндельные, с реверсированием резьбонарезных шпинделей), сверлильно-фрезерные и сверлильно-долбёжные (главным образом для деревообработки), сверлильные автоматы.
Д. Л. Юдин.
В деревообработке получили распространение одно- и многошпиндельные вертикальные, одно- и двухсторонние главным образом многошпиндельные горизонтальные С. с. и станки с поворотным шпинделем, который может располагаться вертикально и горизонтально. На деревообрабатывающих станках, кроме сверления отверстий, получают пазы, гнёзда, удаляют сучки и т. п.
В. С. Рыбалко.
Лит.: см. при статьях Металлорежущий станок, Деревообрабатывающий станок.
Рис. 2. Многошпиндельный сверлильный станок.
Рис. 1. Вертикально-сверлильный станок.
Сверло
Сверло', режущий инструмент для получения отверстия сверлением или увеличения его диаметра при рассверливании. В металлообработке различают С. по конструкции и назначению: винтовые (спиральные) универсальные; для получения глубоких отверстий (одно- и двухстороннего резания); центровочные (для обработки центровых отверстий). Наиболее распространённое винтовое С. представляет собой стержень (рис. 1) с рабочей частью, имеющей режущие элементы — главные режущие кромки, вспомогательные режущие кромки (кромки-ленточки) и поперечную кромку, и хвостовиком, которым С. крепится в шпинделе станка, патроне или сверлильной головке. Рабочая часть выполняется с равномерной обратной конусностью — 0,03—0,12 мм на 100 мм длины С. Изготовляют также С. специальных конструкций — без поперечной кромки, с особой заточкой, со стружкоразделительными канавками. Стандартные винтовые С. имеют диаметр от 0,25 до 80 мм. В зависимости от свойств обрабатываемого материала, режима резания и материала режущей части С. применяют пять различных форм заточки режущей части (рис. 2). Основные нормируемые геометрические параметры винтовых С. (рис. 3): угол наклона винтовых канавок w, угол при вершине 2j, угол наклона поперечной кромки a, задний угол и, передний угол g. Для всего диапазона диаметров С. принимают w = 18—30°, 2j= 80—140°, y = 47—55°, a = 8—14°, tgg = tgw/sinj×dr/D, где dr — диаметр режущей части С. в точке, для которой определяется угол. Режущая часть С. изготовляется из быстрорежущих сталей и твёрдых сплавов или композитных материалов; хвостовики делают из сталей 45, 40Х (при режущей части из быстрорежущей стали) и сталей ХС, 40Х, 45Х (при режущей части из твёрдых сплавов или композитных материалов).