Сварог
Сваро'г, в русской и западно-славянской мифологии один из главных богов (бог неба, огня небесного). Отец бога земного огня Сварожича.
Сварочная горелка
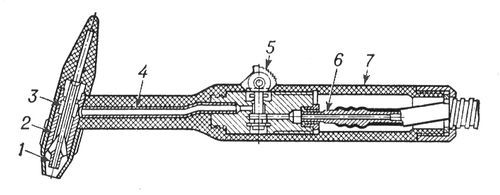
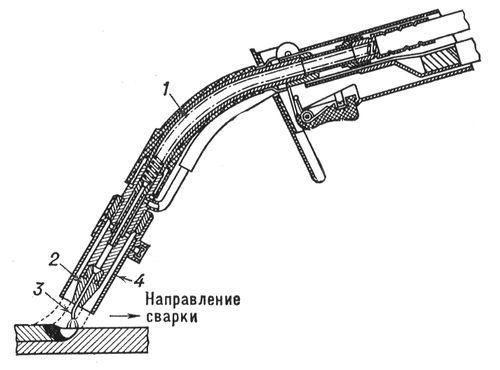
Сва'рочная горе'лка, часть сварочного аппарата, обеспечивающая при электросварке подвод электрического тока к электроду и защитного газа в зону горения сварочной дуги, или устройство, применяемое при газовой сварке для регулируемого смешения газов и создания направленного сварочного пламени. Передвижение С. г. вдоль свариваемых кромок осуществляется вручную (при ручной или полуавтоматической сварке) или может быть механизировано (при автоматической сварке). В С. г. для электросварки плавящимся электродом (рис. 1) имеется токоподводящий и направляющий мундштук со сменным наконечником, через который проталкивается электродная проволока. Через сопло подводится и направляется газовая струя, защищающая сварочную ванну и электрод от воздействия воздуха. В С. г., применяемой при сварке неплавящихся электродом (рис. 2), мундштук снабжен зажимной токоподводящей цангой. С. г. для газовой сварки подаёт горючие газы (например, ацетилен и кислород) к месту сварки. По двум каналам газы через регулировочные вентили поступают в смесительную камеру, в которой приготавливается горючая смесь, поступающая затем в мундштук. Различают горелки низкого давления со встроенным инжектором для подсоса горючего газа и горелки высокого давления, в которые горючий газ поступает из газовых генераторов или баллонов под давлением.
Лит. см. при ст. Сварочное оборудование.
М. Г. Бельфор.
Рис. 2. Ручная горелка для сварки неплавящимся электродом: 1 — токопроводящая цанга; 2 — сопло; 3 — газовая камера; 4 — мундштук; 5 — газовый вентиль; 6 — газовый канал и токопровод; 7 — рукоятка.
Рис. 1. Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
Сварочная дуга
Сва'рочная дуга', электрическая дуга, образующаяся в зоне сварки (или резки) при прохождении электрического тока через газ между электродами. С. д. — наиболее развитая форма разряда в газах (см. Дуговой разряд), характеризующаяся малым напряжением, большим током, наличием ионизации газов в дуговом промежутке. Ионизируемый газ столба дугового разряда ярко светится и имеет температуру 6000—10000 °С в осевой части столба разряда. Основной фактор ионизации — высокая температура, поддерживаемая притоком энергии из питающей цепи. Напряжение С. д., т. е. напряжение между концами электродов, существенно зависит от длины дуги, силы тока, материала и размера сварочных электродов, состава и давления газа и других факторов. Для управления свойствами С. д. изменяют длину дуги от 0,01 до 1 см, силу тока от 0,5 до 3000 а, давление газа от 102 до 105 н/м2 (от 0,001 до 1 кгс/см2), материал, форму и размеры одного из электродов, защищают зону горения газами, сжимают дугу и т. д.
Тепловая мощность С. д. лежит в пределах от 10 до 105вт при концентрации от 102 до 105 вт/см2. Широкий диапазон мощностей позволяет применять С. д. для сварки и резки различных материалов толщиной от 0,05 до 100 мм за один или несколько проходов.
Г. И. Лесков.
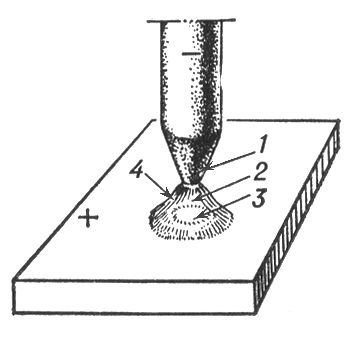
Схема дугового разряда при сварке: 1 — катод; 2 — столб дугового разряда; 3 — анод; 4 — пламя сварочной дуги.
Сварочное железо
Сва'рочноежеле'зо, техническое железо, которое получали при старых способах производства непосредственно из железной руды или чугуна (см. Кричный передел,Кричнорудный процесс, Пудлингование, Сыродутный процесс). Образовавшиеся в печи (или горне) тестообразные комья железа (крицы) состояли из кристаллов железа высокой чистоты, перемежавшихся с некоторым количеством равномерно распределённых включений жидкого шлака. Извлечённую из печи (горна) горячую крицу подвергали ковке или прокатке, в результате чего из металла выдавливался шлак, а кристаллы железа сваривались (отсюда название). С. ж. характеризовалось высокими механическими свойствами (пластичностью, корозионной стойкостью, свариваемостью). В середине 20 в. С. ж. практически вытеснено сталью.
Сварочное оборудование
Сва'рочное обору'дование, машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок — линией.
Существуют посты и установки для дуговой, контактной, газовой, электроннолучевой и других способов сварки. К С. о. относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удерживания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделий в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика С. о. определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка).
Сварочный пост — участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки (рис.1). Такие стационарные посты размещают в цехе. В полевых условиях, для сварки крупногабаритных изделий, на строительстве, при выполнении ремонтных работ и т. п. организуют передвижные посты.
Сварочные аппараты и машины. В сварочные посты и установки входят источники питания и аппараты для регулирования горения сварочной дуги в процессе сварки. Для выполнения сварки применяют источники питания, которые имеют удобную, плавную или ступенчатую регулировку и удовлетворяют общим требованиям для электрических машин и аппаратов. При электросварке используют сварочные трансформаторы, генераторы и выпрямители; при газопламенной обработке — газовые генераторы. Различают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа) и малогабаритные переносные (непродолжительная работа).
Сварочный трансформатор служит для согласования параметров сварочной и питающей цепей, а также выполняет функции регулятора. При дуговой сварке применяют механические и электрические способы регулирования напряжения. При механическом регулировании (рис. 2, а) изменяют, например, расстояние между первичными и вторичными обмотками. Электрическое регулирование (рис. 2, б) осуществляют изменением токов управления в дополнительных обмотках, расположенных на верхнем и среднем ярме трансформатора. При этом вторичная обмотка разделена на две части (a и b), одна из которых (b) расположена в верхнем окне трансформатора. При одном и том же коэффициенте трансформации такой трансформатор может иметь различные значения напряжения холостого хода, что необходимо при настройке режима сварки. Для контактной электросварки применяют сварочные трансформаторы с минимальным сопротивлением короткого замыкания. Их вторичная обмотка имеет обычно 1 или 2 витка. Изменение вторичного напряжения достигается переключением части витков первичной обмотки.