Лит.: Лурье А. И., Электрическое взрывание зарядов, 2 изд., М., 1963.
В. Г. Афонин.
Взрывная сварка
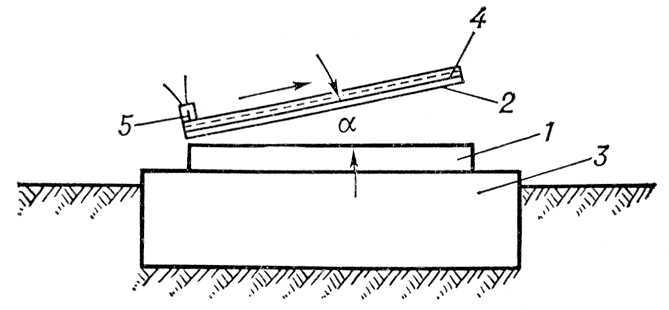
Взрывна'я сва'рка, сварка взрывом, способ сварки, основанный на использовании энергии взрыва. Привариваемая (метаемая) деталь располагается под углом (см. рис. ) к неподвижной детали (мишени). При соударении деталей от взрыва образуется кумулятивная струя металла (см. Кумулятивный эффект ), распространяющаяся по поверхности деталей, вследствие чего происходит совместная пластическая деформация обеих деталей и они свариваются. Взрывчатое вещество, чаще всего применяемое для В. с., — аммонит, массу которого берут равной массе метаемой детали. Способом В. с. соединяют разные по массе (от нескольких г д о нескольких т ) детали из разнородных металлов, в том числе нержавеющих сталей, цветных металлов, тугоплавких сплавов и др.
Лит.: Сварка взрывом, «Сварочное производство», 1962, № 5; Райнхарт Дж. С., Пирсон Дж. Взрывная обработка металлов, пер. с англ., М., 1966.
Схема взрывной сварки: 1 — неподвижная деталь (мишень); 2 — подвижная (метаемая) деталь; 3 — опорная плита; 4 — заряд; 5 — детонатор.
Взрывное упрочнение металла
Взрывно'е упрочне'ние мета'лла, изменение механических свойств металла под действием ударной волны путём его деформации (см. также ст. Упрочнение ). В качестве самостоятельного процесса В. у. м. известно с начала 50-х гг. 20 в. Ударная волна в металле возникает в результате взрыва контактного заряда взрывчатого вещества. В. у. м. происходит также как побочный эффект при штамповании и сварке взрывом. Ударная волна в 10—50 Гн/м2 (100—500 тыс. кгс/см2 ) вызывает большие скорости деформации металла при высоком уровне напряжения, что приводит к интенсивному развитию пластических сдвигов в микрообъёмах (см. Дислокации , Дефекты металлов ). При этом плотность дефектов и, следовательно, упрочнение оказываются значительно большими, чем при деформации в обычных условиях (т. е. при невысокой скорости деформации). Качество упрочнения зависит от давления на фронте ударной волны и свойств металла. При В. у. м. твёрдость и прочность увеличиваются, пластичность и ударная вязкость уменьшаются. Например, в высокомарганцовистой стали Г13Л ударные волны 20 Гн/м2 (200 тыс. кгс/см2 ) повышают твёрдость с 200—220 до 300—350 НВ, предел прочности с 6,0 до 10,0 Мн/м2 . и уменьшают ударную вязкость с 1700 до 950 кдж/м2 , относительное удлинение при разрыве с 15 до 7%. Основные особенности В. у. м. — малое остаточное изменение размеров упрочняемого изделия (до 2—5% в зависимости от технологии) и большая глубина, на которой осуществляется изменение свойств материала (до 50—100 мм , в зависимости от высоты заряда или толщины ударяющей пластины). В. у. м. используется для увеличения износостойкости сердечников ж.-д. крестовин, зубьев ковшей экскаваторов, щёк и молотков дробилок, вкладышей подшипников и т.д. Срок службы деталей, упрочнённых взрывом, увеличивается в 1,5—2 раза. Взрывная деформация может быть предварительной операцией для последующего изменения структуры металла отжигом.
Лит.: Райнхарт Дж. С. и Пирсон Дж., Поведение металлов при импульсных нагрузках, пер. с англ., М., 1958; Дерибас А. А., Матвеенков Ф. И., Соболенко Т. М., Упрочнение взрывом высокомарганцовистой стали Г13Л, «Физика горения и взрыва», 1966, № 3; Response of metals to high velocity deformation, v. 9, N. Y., 1960.
А. А. Дерибас, Т. М. Соболенко.
Взрывное штампование
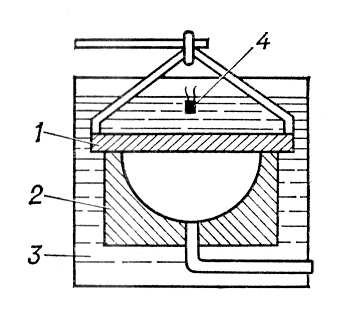
Взрывно'е штампова'ние, штампование металлов, главным образом листовых, при котором давление создаётся энергией взрыва бризантного взрывчатого вещества, пороха или газовой смеси через передающую (промежуточную) среду. Принципиальное отличие В. ш. от обычного — в мгновенном (мсек и мксек ) приложении к деформируемому металлу больших механических напряжений, значительно превышающих предел упругости данного металла. Качество изделий по точности и физико-механическим свойствам не уступает, а часто и превосходит качество изделий, отштампованных на прессах. В. ш. предложено в Харьковском авиационном институте в 40-х гг., а в середине 50-х гг. широко применялось при изготовлении крупногабаритных деталей ракет и самолётов. Различают несколько видов установок для В. ш.: через жидкую передающую среду, чаще всего воду (рис. 1 ); через газовую среду; в атмосфере разреженного газа или в вакуумной камере. Материалом для штампов (матриц) при мелкосерийном производстве деталей с помощью взрывчатых веществ служат мягкие стали, алюминий, цинк, пластмассы, армобетон и др. материалы; при крупносерийном производстве штампы изготовляют из обычных штамповых и инструментальных сталей. Простейшая установка для В. ш. представляет собой углублённый в землю железобетонный с металлической облицовкой бассейн с водой. Матрица с расположенным над ней зарядом полностью погружается в воду и производится взрыв.
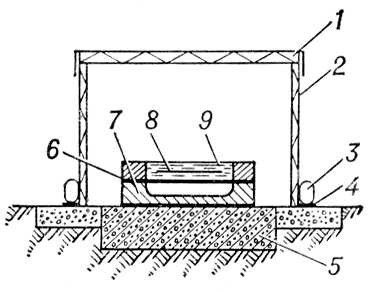
В. ш. в бассейнах сопряжено с рядом недостатков, препятствующих его широкому распространению (необходимо каждый раз или опускать в воду многотонную матрицу, или откачивать воду из бассейна, а потом наполнять его вновь; выплеск воды силой взрыва и сейсмические колебания грунта затрудняют В. ш. в бассейнах внутри зданий и вынуждают чаще всего производить его на открытых полигонах). Этих недостатков лишено безбассейновое В. ш., выполняемое в подвижных (рис. 2 ) или стационарных камерах; вода находится только между зарядом и заготовкой, а остальное пространство бронекамеры заполнено воздухом, значительно ослабляющим ударную волну. В микробассейн с водой, образованный прижимным кольцом, укладывается плоский заряд бризантного взрывчатого вещества. В торцевых стенках бронекамеры сделаны вырезы, и в момент взрыва они закрываются неподвижными стенками, укреплёнными на фундаменте с помощью контрфорсов. Вырезы в торцевых стенках дают возможность одной бронекамерой обслужить два и более рабочих места, экономя площадь цеха. Безбассейновое В. ш. — перспективный процесс, позволяющий снизить трудоёмкость изготовления деталей по сравнению со штампованием на прессах до 10 раз, в 20 раз уменьшить капитальные затраты и резко сократить сроки организации производства. В. ш. каждой детали может производиться крупными зарядами за один взрыв (так называемое одноимпульсное В. ш.), серией малых зарядов (так называемое многоимпульсное В. ш.). Многоимпульсное В. ш. иногда осуществляется автоматически, с подачей зарядов из специального подающего бункера.
Лит.: Пихтовников Р. В., Завьялова В. И., Штамповка листового металла взрывом, М., 1964; Степанов В. Г., Шавров И. А., Импульсная металлообработка в судовом машиностроении, Л., 1968.
Р. В. Пихтовников.
Схема штампования в воде: 1 — заготовка; 2 — матрица; 3 — ёмкость с водой; 4 — заряд взрывчатого вещества.
Подвижная бронекамера для безбассейнового штампования взрывом: 1 — крышка; 2 — корпус; 3 — автомобильные колеса; 4 — уголковые рельсы; 5 — фундамент; 6 — металлический лист; 7 — матрица; 8 — плоский заряд взрывчатого вещества; 9 — микробассейн с водой.
Взрывной клапан
Взрывно'й кла'пан, устройство для предотвращения разрушения энергетических установок в случае взрыва горючих газов, угольной пыли и др. В. к. представляет собой отверстие (окно, лаз и т.д.) во взрывоопасных элементах энергетических установок, закрытое дверцами или материалом (асбестовое полотно и др.), легко разрушающимися во время взрыва. В. к., соединённый с отводом для газов, предохраняет обслуживающий персонал от ожогов. В. к. оборудуются топочные камеры, газоходы паровых котлов и печей, система пылеприготовления и др.