В истории были примеры стандартизации по ступенчато-арифметической прогрессии. Посмотрев внимательно, становится понятно, почему в 1717 г. Пётр I издал указ «О литии пушек и калибре оных», в котором устанавливались следующие калибры ядер:
4 – 6 – 8 – 12 – 18 – 24 – 30 (1.2)
Это ряд построен по ступенчато-арифметической прогрессии с разностями 2, 4, 6. Однако, исторический опыт показывает, что геометрическая прогрессия в рядах более предпочтительна. В 1877-1879 гг. французский инженер Ренар Шарль при установлении размеров канатов, используемых для воздушных шаров, применил геометрическую прогрессию со знаменателем, равным корню пятой степени из десяти. На рисунке 1.32 французский инженер Ренар Шарль Александр.
Рисунок 1.32 – Французский инженер Ренар Шарль
(Источник: выполнено автором с использованием стоковых фотографии Freepik [40])
На основе ряда, предложенного Ренаром Шарль, условно обозначенного R5, были в дальнейшем построены ряды R10, R20 и R40, которые впоследствии назовут рядами Ренара. В 1805 г. геометрическая прогрессия была применена во Франции при установлении размеров букв типографских шрифтов.
Описано много других примеров использования геометрической прогрессии. В станкостроении стали применять ряды предпочтительных чисел на основании разработок академика А. Гольдина ещё в середине XIX века. В его трудах доказано научное обоснование того положения, что наиболее рациональным с технической и экономической стороны является ряд чисел оборотов в станках, построенный по геометрической прогрессии. Кроме геометрической прогрессии для построения предпочтительных рядов, в стандартизации нашли применение ряды чисел, построенные по арифметической прогрессии.
Известно, что арифметическая прогрессия характеризуется тем, что каждый последующий член этой прогрессии больше или меньше на определённую величину d. Ряды, построенные по арифметической прогрессии, имеют существенный недостаток, связанный с тем, что в таком ряду имеется необоснованная разрежённость значений в зоне малых величин и сгущённость их в зоне больших величин и, соответственно, увеличение количества больших размеров по сравнению с количеством малых размеров. Поэтому такие ряды в стандартизации применяются сравнительно редко.
Опыт применения рядов показал, что для удовлетворения большинства нужд экономики достаточно положить в основу построения рядов предпочтительных чисел геометрическую прогрессию со знаменателями рядов R5, R10, R20 т.д. На практике используются также ряды округлённых предпочтительных чисел, принятых Международной организацией по стандартизации ИСО (ISO). Основным стандартом в области предпочтительных чисел является ГОСТ 8032 «Предпочтительные числа и ряды предпочтительных чисел». На базе этого стандарта утверждён ГОСТ 6636 «Нормальные линейные размеры», устанавливающий ряды чисел для выбора линейных размеров.
Особенности использования предпочтительных чисел в электронике регламентированы Международной электротехнической комиссией (МЭК). МЭК рекомендует ряды строить по описанию «Е» (ГОСТ 2825). Ряды «Е» состоят из округлённых величин чисел со знаменателем ряда Е3: 2,2; для ряда Е6: 1,5; для ряда Е12: 1,2. Например, ряды номинальных резисторов и ряды номинальных ёмкостей постоянных конденсаторов выбираются по ряду Е6: для электрических конденсаторов ряд ёмкостей должен иметь значения: 1,5; 2,2; 3,3; 4,7; 6,8 (пФ или мкФ).
Унификация продукции
Унификация или приведение к единообразной форме особенно широко используется в армии и других силовых ведомствах. Как говорят армейцы: «Безобразно, но однообразно».
Основными направлениями унификации являются:
– использование во вновь создаваемых группах изделий одинакового или близкого функционального назначения ранее спроектированных, освоенных в производстве одинаковых составных элементов;
– разработка унифицированных составных элементов для применения во вновь создаваемых или модернизируемых изделиях;
– разработка конструктивно-унифицированных рядов изделий;
– ограничение целесообразным минимумом номенклатуры разрешаемых к применению изделий и материалов.
С точки зрения стандартизации, метод унификации заключается в рациональном сокращении существующей номенклатуры объектов путём их отбора или создания новых объектов широкого применения, выполняющих большинство функций объектов данной совокупности, но не исключающих использование других объектов аналогичного назначения. На рисунке 1.33 показано, что универсальный разводной ключ может заменить целый набор гаечных ключей.
Рисунок 1.33 – Пример унификации ключей
(Источник: переработано автором из iStock [41])
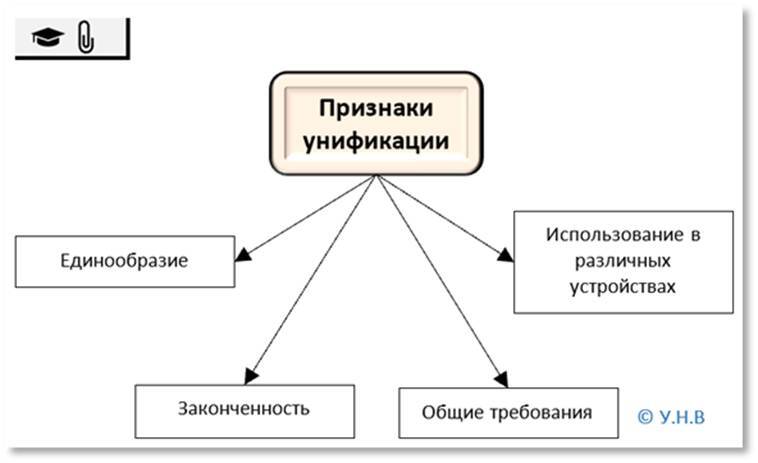
Унификация как метод стандартизации обладает основными признаками, представленными на рисунке 1.34.
Рисунок 1.34 – Признаки унификации
(Источник: выполнено автором)
Единообразие в конструктивном оформлении изделий является основным признаком. Кроме этого, изделие должно обладать функциональной законченностью. Другим признаком унификации является подчинение основных параметров изделий общим требованиям или подчинение основных параметров ряда изделий определённому закону. Есть ещё один признак, характеризующий возможность использования унифицированного изделия в составе различных устройств, различного функционального назначения. Основываясь на данных признаках, можно сказать, что унификация – деятельность по рациональному сокращению числа типов деталей, агрегатов одинакового функционального назначения. Унификация базируется на классификации, селекции и симплификации, типизации и оптимизации элементов готовой продукции.
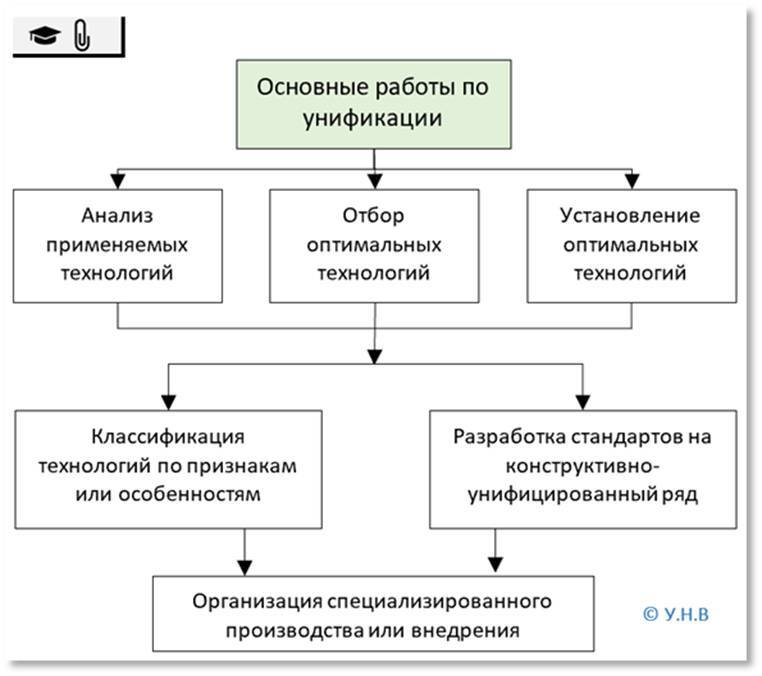
Метод унификации относится к наиболее распространённым методам стандартизации. Результаты унификации не всегда регламентированы в стандартах. Это могут быть альбомы типовых конструкций деталей, узлов, сборочных единиц, типов, параметров, конструкций. В зависимости от области проведения унификации изделий она может быть межотраслевой, отраслевой и заводской. На рисунке 1.35 представлены основные работы по унификации с позиции специалиста в информационной безопасности.
Эффект от унификации может быть получен не только применяя данный метод для одного изделия, но и применяя его как межотраслевой. К межотраслевой унификации относят унификацию изделий одинакового или близкого назначения, изготавливаемых двумя или более отраслями промышленности. К отраслевой и заводской относят унификацию изделий, изготавливаемых одной отраслью промышленности или одним предприятием. Базой унификации является параметрическая стандартизация с ее системой предпочтительных чисел. Для обеспечения единого организационно-методического подхода к проведению работ по унификации в масштабе предприятия и отрасли в ГОСТ 23945.0 «Унификация изделий. Основные положения» (Стандарт СССР) установлены основные этапы проведения работ по унификации.
Рисунок 1.35 – Основные работы по унификации с позиции специалиста информационной безопасности
(Источник: выполнено автором)