5. Перспективность освоения современной смарт арматуры для дальнейших новых проектов.
Экспортоориентированность – первый признак того, что предприятие – серьезное. За рубежом не любят брака. Следовательно, и требования к качеству регулирования будут, по всей видимости, немаленькие…
На первом этапе нами была проведена большая информационно-аналитическая работа по поиску основных тенденций и типовых решений и цифр, отражающих современное состояние производств содовой промышленности. Для этих целей были привлечены консультанты КЦ Промконсалт ВШТЭ СПбГУПТД Санкт-Петербург. Выдержка из отчета приведена ниже.
Особенности содового производства
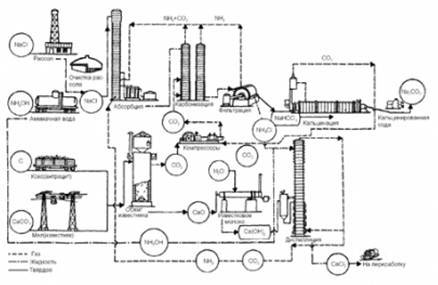
Производство кальцинированной соды по аммиачному способу включает в себя восемь основных переделов (отделений):
1. Получение карбонатного сырья на ГОКах.
2. Переработка карбонатного сырья: обжиг, охлаждение и очистка диоксида углерода, гашение извести с получением известковой суспензии.
3. Очистка рассола: взаимодействие сырого рассола с реагентами в реакторах и отстой рассола.
4. Абсорбция: отмывка в промывателях газов, выделяющихся на других стадиях от аммиака, двухстадийное насыщение раствора хлорида натрия (рассола) аммиаком и частично диоксидом углерода, поступающим со стадии дистилляции, охлаждение аммонизированного рассола.
5. Карбонизация: отмывка от аммиака газа, покидающего стадию карбонизации (сопровождается улавливанием небольших количеств диоксида углерода), предварительная карбонизация; карбонизация с выделением гидрокарбоната натрия в осадительных колоннах, компримирование перед подачей в карбонизационные колонны, диоксида углерода, поступающего со стадий переработки карбонатного сырья и кальцинации.
6. Фильтрация отделение гидрокарбоната натрия на фильтрах и отсос воздуха вакуум насосами.
7. Кальцинация: обезвоживание и разложение гидрокарбоната натрия в содовых печах, охлаждение и очистка диоксида углерода после содовых печей.
8. Регенерация аммиака (дистилляция) предварительный подогрев и диссоциация содержащихся в фильтровой жидкости карбонатов и гидрокарбонатов аммония в конденсаторе и теплообменнике дистилляции, смешение и взаимодействие нагретой жидкости с известковой суспензией в смесителе и отгонка аммиака.
Рис. 1. Технологическая схема производства кальцинированной соды
Что ж, специализация по химии в полном объеме. Нас ждет масса регулирующих и отсечных клапанов, способных работать в полупериодическом режиме и кристаллизующихся средах…
Технико-экономические показатели процесса получения соды.
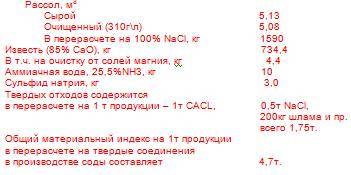
Экономические показатели производства кальцинированной соды характеризуются следующими данными (данные по литературным источникам):
1. На 1 т продукта расходуется:
Начнем считать. В первую очередь по массовым технологическим потокам. Выделим, что в своем большинстве среда – рассольная и с наличием извести, а также наверняка и с абразивными шламами.
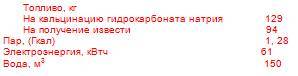
2. Энергетические затраты.
Как следует из описания – самый дорогой процесс – кальцинация. Здесь и будут лежать источники окупаемости клапанов и энергосбережения.
3. Фондоемкость производства соды
Надежда на энергетику не оправдается. Затраты не велики. Основная эффективность будет лежать в собственно регулировании параметров технологического процесса.
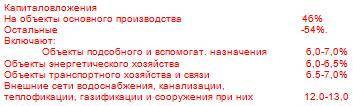
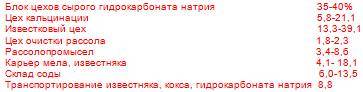
4. Сумма капитальных затрат по объектам основного производственного назначения распределяется следующим образом:
Основные капитальные затраты также лежат в собственно технологических линиях, а не вспомогательных, добычных или транспортных процессах. На таких предприятиях Технологи «правят бал».
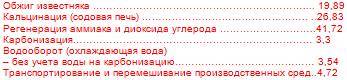
5. Структура себестоимости соды кальцинированной характеризуется следующими данными, %:
Примерно также распределится и эффективность от работы арматурного хозяйства в целом. С учетом того, что "технология превыше всего", то задачей для арматуры будет не снижение расходов на содержание и ТО, а на снижение потерь в технологии (графа «сырье и материалы»).
6. Общая сумма затрат на 1 т соды распределяется по стадиям производства следующим образом, %:
Основные процессы – адсорбция, карбонизация, дистилляция и кальцинация занимают все эксплуатационные затраты на производство. И еще раз мы правы в том, что основное внимание при подготовке предложения нужно будет направлять на технологические эффекты и сверхэффекты.
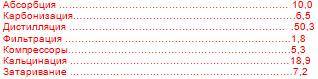
7. Использование тепла в основных отделениях производства соды составляет в долях от общего теплопотребления, %
Если отдельно заняться клапанами для обеспечения подачи технологического пара и газа, то нас ждут обжиговые печи, кальцинация и регенерация аммиака и диоксида углерода. Остальные не интересны. Хотя в последнее время и охлаждающей водой можно заниматься, особенно там, где переводят охлаждение на испарительное охлаждение. Экономия воды – в 40 раз!
8. Определение технико-экономических показателей (ТЭП) в содопоташном производстве.
Выделяются до 100 технико-экономических показателей. Выделим наиболее существенные. Сопоставление отдельных видов технологических затрат для различных аппаратов показало, что при выпаривании стоимость пара составляет 81–87% от суммы технологических затрат на переработку растворов; при сушке 81–87% затрат приходится на долю мазута, при вакуум кристаллизации основной статьей расхода является стоимость воды (71–76%).
Эти данные можно использовать для выделения контуров, обслуживающих именно наиболее ресурсопотребляющие потоки и начинать работу именно с них.
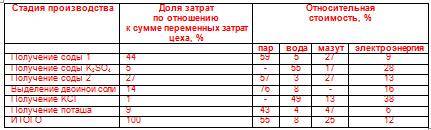
Распределение переменной части технологических затрат на переработку содопоташных растворов показано в табл.1.
Табл. 1. Распределение переменной части технологических затрат
Затраты на пар – основные. Пар и ближе к технологии, чем вода и мазут. При этом все сосредоточено вокруг производства соды. Очень хорошо. Можно будет поискать специализированные решения из прошлого опыта проектирования.
9. Уровень автоматизации как часть ТЭП.
Уровень автоматизации достигает 75–76%, в т.ч. основных процессов (кальцинация, дистилляция) – 90–95%, уровень механизации в основных цехах достигает 71–72%.
Отрасль уже хорошо знакома с автоматизацией. Это важно. Более будет понятно, когда будем говорить о протоколах, нечувствительности, диагностике и пр. Это уже наша сфера и посмотрим на нее попристальнее.