Готовые рельсы приходили к нам на предприятие три раза, но по параметру коробления из 50 штук, приняли лишь пять. Трижды увозили брак на переплавку, но требования чертежа по допуску на коробление обеспечить не могли.
Процент качественных рельс в каждой партии был не более 10 %. Сроки поджимали. Прошел еще месяц. Несмотря на то, что заказ был размещен заранее, строительство печи было на грани остановки. Бригады ждали рельсы. Без них нельзя было смонтировть все модули. Ситуация накалялась.
Подключился генеральный директор. Он лично встречался с руководителем этой компании, но толку было мало. Через неделю стало известно, что они на переработке брака уже истратили все деньги, которые им заплатили. Руководитель сомневался, что сможет выполнить заказ.
В конце рабочей недели наш генеральный для решения сложившейся проблемы собрал в своем кабинете всех технических специалистов.
Во время совещания, где я тоже присутствовал, стало ясно, что заказывать рельсы в другом месте, нет ни времени, ни денег. Остался только один путь – каким-то образом добиться качества от существующего поставщика. Коллективный мозговой штурм не принес адекватных предложений. Продолжение совещания генеральный директор перенес на следующую неделю. Всем участникам было дано задание – подумать и в понедельник дать новые идеи для решения нашей проблемы.
Мне стало интересно разобраться в этом вопросе. В голове крутились разные мысли: «Наше подразделение отвечает за поставку комплектующих», «От моих компетенций зависит мое будущее», «Я не хочу вечно сидеть в заместителях».
Из технического университета я вынес для себя мудрые слова нашего преподавателя по технологии машиностроения: «Не нужно все знать, нужно знать, где взять!»
Мне даже сейчас сложно однозначно ответить, почему я в воскресенье пошел в центральную библиотеку города. Меня мучил ряд вопросов: «Почему рельсы коробятся, и как можно сделать их ровными?»
Через два часа поисков в книгах по литью в землю, мне удалось найти ответ. И мало того, даже был найден метод борьбы с короблением. Мудрость нашего преподавателя сработала на все сто процентов.
В отличном расположении духа и с полной уверенностью, что знаю направление, куда нужно двигаться, я пришел на утреннее совещание.
Для аргументации своего предложения мне пришлось сослаться на источник. За круглым столом было около десяти человек. В основном, руководители. Главный инженер похвалил мою прыть. Что скрывать – было приятно. Особенно оттого, что это было единственное предложение, которое могло помочь общему делу.
Генеральный приказал переслать эту информацию поставщику.
Но к вечеру ситуация изменилась. Директор компании-поставщика отказался силами своего предприятия выполнять наши рекомендации и предложил, чтобы наш завод отправил им в помощь своего специалиста.
Так я оказался руководителем группы, которую через день отправили в командировку к поставщику.
Кто не знает и не видел процесс литья в землю, кратко опишу, как его увидел я.
Один из цехов механического завода времен СССР. Стоит он на берегу реки. Красивый вид с берега – это единственный плюс. Остальное выглядит мрачновато. Из центрального прохода можно пройти на участок литья. Слева расположен участок подготовки земли. В центральной части цеха – бункеры с землей над вибростендами, в середине лежат формы и оснастка. Справа – индукционная печь и конвейер из тележек для размещения готовых форм, заливки металла и охлаждения.
Вокруг все черное. Сквозь грязные окна в фонаре сверху пробиваются слабые лучи света. Как сказала бы Эллочка-людоедка из «Двенадцати стульев» Ильфа и Петрова: «Мрак!»
Два местных мужика готовили формы под заливку. Мы наблюдали. Шел процесс обучения.
Форма состоит из верхней и нижней полуформ. С третьей попытки у нас получилось пневмоинструментом хорошо утрамбовать землю в формах. Без сколов и осыпаний достали модель и элементы литниковой системы, собрали форму – поставили верхнюю полуформу на нижнюю. Установка осуществлялась с помощью тельфера с переворачиванием.
Рабочие на индукционной печи подготовили расплав чугуна и сделали заливку. Она производилась два раза в день: перед обедом и за час до конца смены.
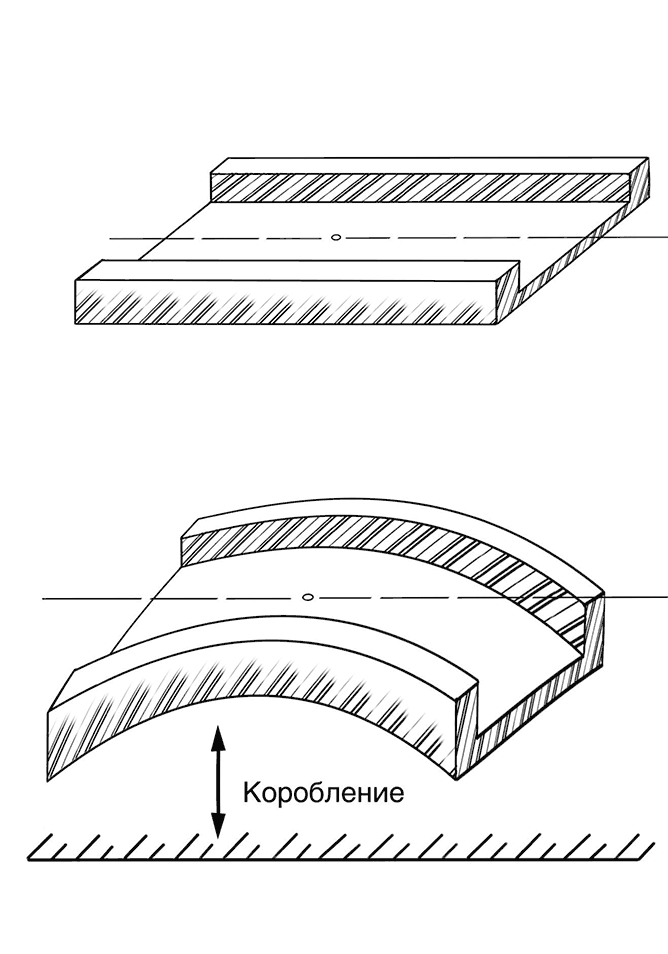
Утром мы вскрыли формы – увы, рельсы опять кривые. Углубляться в детали процесса не буду. Скажу коротко, что искривления изделий связаны с остыванием металла в форме. Для стабилизации используется система холодильников – элементов с хорошей теплопроводностью. Их количество, размер и месторасположение в полуформах влияет на равномерность распределения тепла и, как следствие, скорость охлаждения расплавленного металла внутри формы.
По вечерам мы в гостинице изобретали новые способы охлаждения по методикам из книги, а на следующий день проводили эксперименты.
Так прошел месяц. Раз в неделю отправляли на наш завод десятка полтора рельсов с допустимым короблением, но процесс до сих пор был неуправляемым.
Мы перебрали практически все варианты размещения холодильников. Мозги уже кипели. Все рекомендации, написанные в книге, не давали нужных результатов. Казалось бы, все – тупик.
Как-то вечером в гостиничном номере мы обсуждали укладку. Вдруг Сергей, один из моих коллег, подскочил. Его как будто током ударило!
– А если предположить, что в книге написано правильно, но с точностью до наоборот. Там же нет размеров формы и детали. Только указан верх и низ.
Терять было нечего! Утром попробовали. Результат превзошел все ожидания. По старому методу, когда мужики делали рельсы без холодильников, выход годных составлял 10 % – одна ровная из десяти отлитых. По нашей же технологии получилось наоборот – девять годных и одна с отклонением, да и то с маленьким превышением, 10 % от допустимого значения. Погрешность, связанная с разбросом размеров и веса холодильников.
За следующие две недели мы отлили оставшиеся рельсы и отправили их для установки в печь.
Успели вовремя. Объект был закончен в срок.
Видеть
В чем соль этой истории? Подумаешь, рельсы, сходил в библиотеку, какое-то литье в землю!
Главное – отношение к делу. То, с какой целью вы идете на работу.
Возможности есть всегда. Весь вопрос: видим мы их или нет.
Действовать
Сама по себе возможность ничего не значит. Сначала нужно отдать, а потом получить. Отдать – значит предпринять усилия по реализации возможности. Если хотим двигаться быстрее или быть лучше, то должны сделать чуть больше, чем от нас ожидают. Только такой подход к делу приведет к новым результатам. Японцы говорят про решимость к действию: «Пока вы думали делать или нет, мы два раза попробовали!»
Побеждать
В моем случае вознаграждение не заставило себя долго ждать. Когда линию смонтировали и запустили, встал вопрос создания отдельного юридического лица и выбора кандидата на должность руководителя. Так за два года я прошел путь от начальника участка, до директора опытного завода.
Глава 7. Учить. Лечить. Мочить[1]
Квалифицированные кадры решают все. Удалось найти нужного человека – красавчик! Ошибся – будешь расплачиваться за свою оплошность: нервами, временем, деньгами.
Так у нас на предприятии возникла интересная ситуация с одним из руководителей среднего звена. Когда я пришел в компанию, Андрей здесь уже был бригадиром в группе механиков, которая монтировала оборудование производственной линии. Человек с высшим техническим образованием. Несколько лет работал механиком. Хорошо разбирался в технике. В его подчинении находилась бригада слесарей и сварщиков, человек 15. Работа кипела. Все было в порядке.