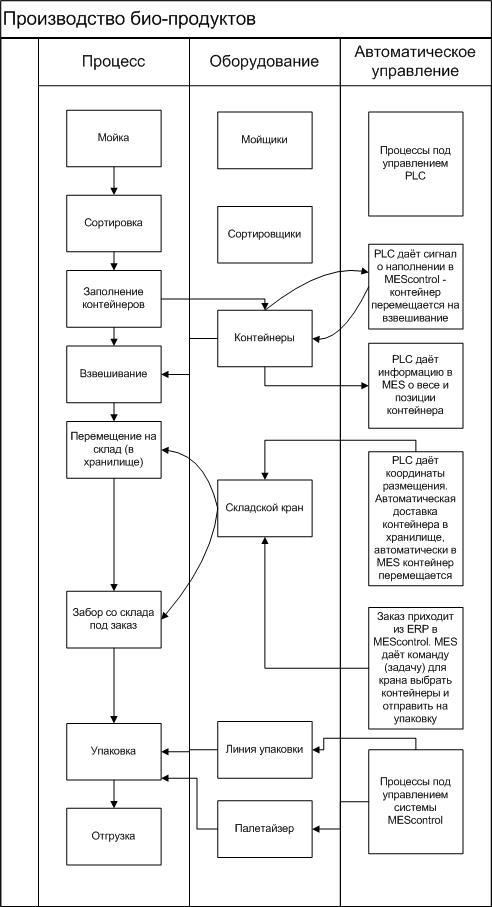
Вымытый и отсортированный продукт попадает в контейнеры.
Рис.2.14. Производство биологически чистых продуктов
Далее происходит ключевое взаимодействие со складскими кранами и программно-логическим контроллером (ПЛК, РLC), так как на работе этого оборудования строится основная технологическая цепочка. Когда контейнер наполнен, ПЛК посылает сигнал в MEScontrol с информацией о выходе сортировщика и весе контейнера, после чего контейнер с помощью автоматического крана попадает на склад. Затем ПЛК снова посылает в MEScontrol информацию с координатами контейнера. Пустой контейнер попадает в промежуточную зону, из которой он может быть отправлен в зону сортировщика для дальнейшего наполнения или на склад, в зависимости от того, сколько раз данный контейнер наполнялся и какой продукт он содержал. Например, если в контейнере содержался картофель, а текущий выполняемый заказ на лук, то контейнер отправляется на мойку.
Система MEScontrol анализирует состояние склада, определяет, какие контейнеры понадобятся для выполнения заказа, и создает цепочку задач для автоматического крана. Затем MEScontrol посылает в ПЛК команду на выполнение первой задачи (координаты контейнера и номер упаковочной линии, на которую контейнер должен быть отправлен). Когда продукция из контейнера отправлена на упаковку, ПЛК информирует MEScontrol о том, что задача выполнена. MEScontrol отправляет крану следующую задачу или, если все задачи выполнены, помечает заказ как завершенный. Чтобы работала подобная автоматизированная схема взаимодействия важно правильно определить точки подключения к ТП системы класса MES. Например, на линиях упаковки точками подключения MES выступают: дозатор; контрольные весы; металлодетектор; обмотчик пленкой, контроллер линии, принтеры маркировок (мешков, пакетов, коробок, паллет), упаковщик мешков, паллетайзер, центр управления дальнейшим распределением паллет и транспортных единиц.
Для идентификации продукции используются серийные номера и штрих-коды, которые могут генерироваться как MES, так и сторонней системой. MEScontrol поддерживает работу с большим многообразием промышленных принтеров, используя распространенные программные системы печати этикеток: NiceLabel, CoLOS, Image Inkjet, Dyna Mark, Bizerba. Система MEScontrol взаимодействует со сканерами штрих-кода, мобильными устройствами, RFID-ридерами. В ней хранятся шаблоны созданных этикеток и правила заполнения данными из системы. Этикетки формируются в системе динамически. Сформированные однажды этикетки могут быть воспроизведены в любой момент, что востребовано при повреждении маркировки продукции на производстве. Идентификация продукции используются MES при формировании истории производства. После успешного начала работы складских процессов в проекте под управление MEScontrol были автоматизированы также процессы мойки, сортировки, упаковки и передачи на отгрузку.
На практике MES ведет учет числа произведенных коробок и/или паллет. Если рассматривать автоматические упаковочные линии, то производительность упаковщика коробок составляет десяток коробок в минуту. Возможны два варианта учета коробок: при помощи счетчика, с которого MES считывает число, или оператор со сканером штрих-кодов подтверждает упаковку коробки. Число мешков обычно не фиксируется, так как скорость упаковщика слишком высока, и нет потребности в точном определении числа мешков. Обычно оценка числа упакованных мешков делается на основании рецептуры.
Аналогично, на практике автоматически не подсчитывается число израсходованного упаковочного материала. Это потребовало бы счетчика или ручного сканирования, что не рационально. Определение расхода упаковочного материала возможно также на основании рецептуры. MES делает оценку числа упаковочного материала в буфере. Если его объем ниже минимальной границы, MES автоматически формирует задачи погрузчикам или операторам для доставки необходимого упаковочного материала со склада в буфер упаковочной линии. На заводе Bohmer упаковка в коробки и в паллеты сопровождается печатью этикеток в системе MEScontrol. Подсчет паллет может выполняться оператором с помощью сканера. Оператор сканирует все коробки в паллете или сканирует одну из коробок, чтобы правильно определить лот (серию), задает число коробок. Система печатает нужное число этикеток, оператор, сканируя штрих-код с напечатанного ярлыка, подтверждает создание паллеты.
Произведенная паллета должна быть доставлена на склад. Существуют разные варианты: автоматически по автоматизированным конвейерам или погрузчиком. В первом случае MES должна взаимодействовать с АСУТП. Путем обмена сообщениями с системой базовой автоматизации MES перемещает паллету на склад в выбранное расположение. Во втором случае MES формирует задачи для погрузчика, передавая их на терминал. Здесь необходим контроль перемещения паллеты. Оператор погрузчика обычно выполняет сканирование паллеты и ее целевого расположения. Система, если оператор выполняет ошибку (например, отвез паллету не в то место), может сформировать повторную задачу на перемещение паллеты.
MES накапливает детальную информацию о ходе производства, работе оборудования, персонала, складских манипуляциях и т.п. Так, по каждой производственной операции можно отследить: время работы; простои и потери, зафиксированные системой; идентификаторы операторов, обслуживающих производственную линию; информацию о работе оборудование, зафиксированные значения индикаторов, производственные параметры, переданные контроллерам; наименование выпущенной продукции, лоты и их объемы; информация о качестве продукции. Накопленная информация может быть очень полезна для работы с браком и рекламациями.
MEScontrol поддерживает аналитические режимы работы с историей производства «движение назад» и «движение вперед». При «Движение назад» по единице (партии) конечной продукции система определяет все производственные цепочки, где производились ингредиенты, где хранились, как упаковывались, как перемещались по складам, какое сырье использовалось, кто поставщик сырья и т.д. Анализируя данные с производства, можно локализовать причину проблемы, после этого выполняется «Движение вперед», то есть поиск всех потенциальных последствий: куда могло попасть сырье или полуфабрикат, в какие партии, где хранились, кому были отгрузки. Своевременно используя историю (прослеживаемость) производства продукции, можно минимизировать последствия от брака, снизить число рекламаций. Кроме того, накопленная информация—это возможность делать глубокий анализ производства, находить узкие места, причины проблем, вычислять различные коэффициенты KPI.
В ходе выполнения проекта по автоматизации производственных процессов на заводе Bohmer:
–были внедрены следующие модули системы MEScontrol: склады (включая опцию графический склад), рабочие места операторов линий, продукция (описание спецификаций и структуры продукции предприятия), маркировка, маршруты (модель связей между всеми подразделениями, производственными линиями и складами), дополнительный модуль для управления контейнерами;
Конец ознакомительного фрагмента.
Текст предоставлен ООО «ЛитРес».
Прочитайте эту книгу целиком, купив полную легальную версию на ЛитРес.
Безопасно оплатить книгу можно банковской картой Visa, MasterCard, Maestro, со счета мобильного телефона, с платежного терминала, в салоне МТС или Связной, через PayPal, WebMoney, Яндекс.Деньги, QIWI Кошелек, бонусными картами или другим удобным Вам способом.